流量式泄漏检测技术前景广阔
密封性是一项重要的产品质量指标,而作为密封性监控手段的泄漏检测技术,经过多年的发展和完善,现已相当成熟。
在多种监测方法中,压力法是应用最多的一种,具体所采取的直压法(又称绝对压力法)或差压法,已有不少文章做过相应的介绍。但对于在汽车行业发挥着重要作用的另一类流量式泄漏检测技术,相应的介绍和人们对其的了解则较少。
压力法检漏的局限性
密封性测试的实质是检测被测物的泄漏率Q,Q是单位时间内在一定测量压力下泄漏到标准大气中的气体体积,用ml/min或L/h表示。压力法是依据泄漏而引起测量压力变化这一原理,再利用气体压力的变化量间接地求出泄漏率Q。通过对检测过程做一些假设,如气体的不可压缩、等温状态、被测物体容积没有变化、视测量压力无剧烈变动等,能近似地确定两者之间的关系,其表达式为:
式中,Q是标准大气压下的泄漏率[ml/min];ΔP是压力降(变化量)[ Pa];V是被测系统容积[ml];tm是检测时间[s];Patm是大气压(Patm=1.013×105 Pa )。
在大多数情况下,应用压力法泄漏检测对于待测密封性的汽车零部件乃至总成是适用而有效的。但从上述表达式可以看出,当被测物容积V较大,检测时间 较短,而泄漏率Q又不大时,压力法的局限性就显现出来了。
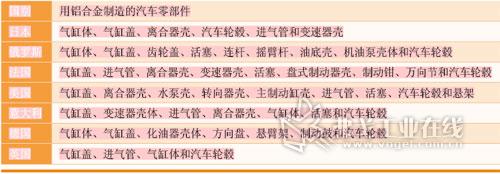
国外采用铝合金制造汽车零部件统计
下面以某型号发动机总成的密封性检查为例,通过分析予以验证。
已知:总成的油腔允许泄漏率为25ml/min,油腔的容积为20 000ml,测量时间为10s,假设压力降的测量误差为10Pa ,把以上数据代入上式,可以得到用压力法进行泄漏检测时会产生的误差:
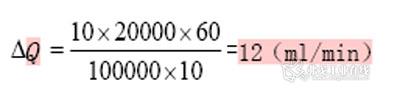
由于允许的泄漏率仅为25ml/min,而测量误差将达到Q值得近50%,显然是不能被用户接受的。另一方面,虽然把时间延长到60s,可以使上述误差降至2.0ml/min,但相应之前的平衡时间也得延长,以减少被测物内腔的压力不稳定。这样一来,整个工作节拍将被大大拉长,更是难以实现。事实上,以上假设压力降测量误差为10Pa还是在比较理想的状态下,这项误差除了检漏仪自身精度外,还包括夹具、封堵部位和环境的影响。10Pa一般是指相对而言精度较高的差压式测量装置,对直压式泄漏检测装置,测量误差往往会达到20~30Pa ,从而引起更大的ΔQ。以上实例带有普遍性,其他如变速箱总厂、缸盖分装总成、缸体或变速箱壳体等的情况相似。
此时,被测物密封性检测的最佳选择就是采用质量流量法进行检漏。
用于工件密封性测试的质量流量法
质量流量法传感器采用热量式(风速计)工作原理,显示的检测结果直接为标准状态下的泄漏率。所谓标准状态,指的是在一个大气压和0℃条件下的状态。这种情况下所输出的泄漏测量信号与工件被测腔的容积无关,也不受测量压力变化的影响,而这一点又给使用者带来了在系统设置和校准时的简化和方便。此外,利用质量流量法检漏可最大限度地缩短密封测试时间,又具有较高的精度,因此已得到了相当多的应用。
图1是一种质量流量法泄漏检测的工作示意图,其检漏过程为:调压器调制到规定压力;关闭旁路阀和传感器阀,打开充气阀和储气罐阀,向储气罐充气;当压力监控传感器显示已达到额定充气压力后,关闭充气阀,打开旁路阀和开启阀,从而向工件充气;在被测件内腔经充气和一段时间的稳定后,关闭旁路阀,打开传感器阀,进入测量阶段;若被测工件存在泄漏,则在测量阶段由于工件内腔相对储气罐阀的压力差就会导致气体从罐向工件的流动;最后,通过流经传感器的气流,利用质量流量法计算出该被测件的泄漏率。图2则形象地反映了上述测量系统的检漏过程。
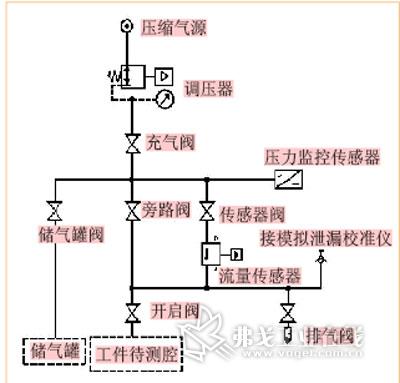
图1 小泄漏质量流量法工作示意图
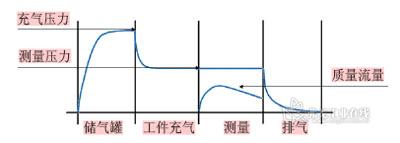
图2 小泄漏质量流量法检测过程
图1所示的系统适宜于被测工件泄漏率较小的情况,一般为100 ml/min 左右或以下,其测试精度很高。正因为如此,它除了用于零部件和总成的检漏外,还能用来检测发动机等关键件的内漏,如缸体中的油腔、水腔相连(注意:图中未画出“水腔”的储气罐),内漏的检测过程为:先同时给二个通道的储气罐充气,下一步则只给工件的油腔充气,水腔处于“无压”状态。假如二者之间存在泄漏点,就会有压缩空气进入水腔,并引起相应的气流流经质量传感器,从而完成内漏测量。鉴于通常情况下水腔的测试压力要求比油腔高得多,因此即使此时的水腔自身也存在可能的漏点,由油腔进入的低压、微量气流并不会产生影响,倒是高灵敏度的质量流量传感器检出了这项“内漏”值。从图3下方的时序图可看出之后的工作过程,油腔和水腔在结束“充气”阶段(水腔的充气是在内漏测量结束后才开始的)后进行正常的泄漏检测、排气。
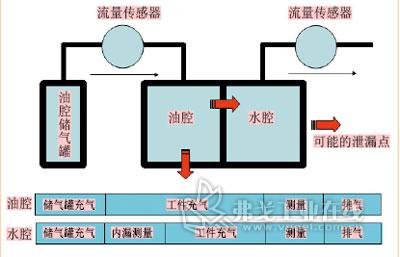
图3 缸体油腔、水腔内漏测试原理
对于被测件泄漏率较大,达到200 ml/min或更大些,而工件节拍依然较高,即测试时间较短的情况,就得选用图4所示的质量流量法检漏系统。相比图1,主要是取消了应对被测内腔用于稳定测试压力的储气罐这一环节,并选用了量程较大的流量传感器。当然这样一来示值的分辨率和检测精度会降低一些。
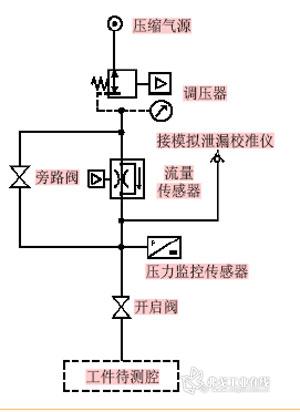
图4 大泄漏质量流量法工作示意
对于前者,泄漏率一般达到200~400ml/min。图5反映了上述检测系统的测漏过程。
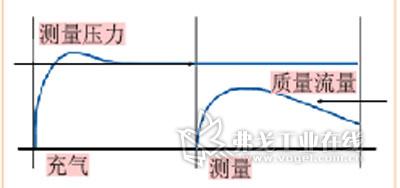
图5 大泄漏质量流量法检测过程
质量流量法检漏仪的使用远低于压力式检漏仪的一个重要原因是价格因素,高出30%~40%的投入在较大程度上制约了企业的选择。
体积流量法泄漏检测及其特点
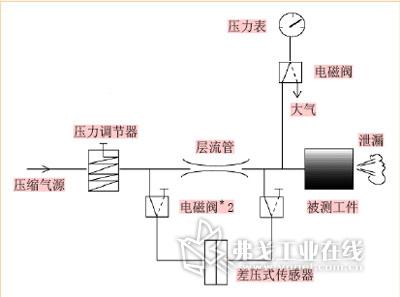
图6 体积流量法工作原理
如前面所述,压力法检漏和质量流量法检漏主要还是适合于以机加工方式成形的零部件和总成的密封性测量,因为此时的生产节奏较快、检测精度要求较高,而被测件的泄漏率一般较小,最多也就数百毫升/分,极大部分在100 ml/min以下。但在汽车制造业中也不乏这样的需求,即可能通过的被检流量(如以“泄漏率”表示的形式)较大,而对于测试的精度要求则不是很高,只具有监测甚至是监控性质的作用,此时,就更适宜采取体积流量法。图6所示为体积流量法的检漏工作原理示意图,从图中可见,这种方法在本质上还是利用了差压式工作原理,即以差压式传感器作为测量器件,再结合层流管的工作特性来间接地求出流量。在规定的量程以内,流体(气体)在通过由众多细小管道组成的层流管时产生层流,由此在两端产生的压力降△P与通过的流量Q成正比。其关系式如下:
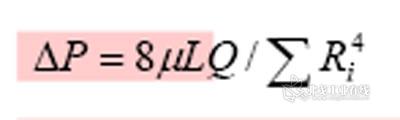
式中,μ是流体的密度;L是层流管的长度;Ri是组成层流管的细小管道之内径;Q是流量,即泄漏率;ΔP是层流管两端的压差。
而流量正是通过安装在层流管两端的差压式传感器测出的压差△P,利用上式所示的层流管的特性以间接的方式求得的。
体积流量法最有代表性的应用之一,是为涉及整车燃油系统的泄漏检测的需求,如密封性、通气性和脱附试验的生产一致性检查提供相应的测试手段。
脱附常规试验结果
燃油系统的泄漏检测示例
轿车的燃油系统主要由油箱、油管、阀、发动机以及碳罐等零部件总成组成。在低污染排放小汽车的国家标准中,燃油系统的密封性、通气性和脱附试验已被列入了环保生产一致性检查的要求。相关规定如下:在碳罐通向大气的出口被封堵后,向油箱入口施加3.63±0.10kPa的压力,压力稳定后断开气源,要求5min内压力降低不大于0.49kPa(密封性);通气性试验的前半部分操作与密封性完全相同,但在压力源断开后,随即撤去碳罐封堵,此时燃油系统的压力应在0.5~2min内降到0.98kPa以下,脱附试验则可以用相当于流量为1 L/min时的压力降或直接测得的流量值作为评定指标,当试验结果达到标准要求时,设置在碳罐脱附口前的检测仪表的示值应大于1L/min。按照国家标准的规定,以上测试必须在工况条件下完成。
在为此研制的具备在线检测特点的相应专用设备中,均采用了体积流量法泄漏检测技术和以层流管/差压式传感器的组合作为检测元件,下面就以涉及燃油系统的测试设备中最有代表性的脱附试验装置作为案例详细介绍。
在燃油系统中(见图7),碳罐起到了净化(燃)油蒸气、减少环境污染的作用。如蓝色箭头线所示,当油蒸气从油箱通过管道和保压(单向)阀进入碳罐时,罐中活性碳的吸附作用使其得到净化,期间单向阀开启,电磁阀关闭,这个过程称为碳罐的吸附过程。而当发动机正常工作时,如红色箭头线所示,管路中的电磁阀打开,单向阀关闭,发动机进气歧管内的负压,导致外部气流从碳罐大气口进入罐内,产生冲刷作用,将碳罐中的汽油分子扫到进气歧管中燃烧,恢复碳罐内活性碳的活力,这个过程称碳罐的脱附过程。按国家标准进行脱附试验,其目的就是为了确认轿车燃油系统工作的有效性。
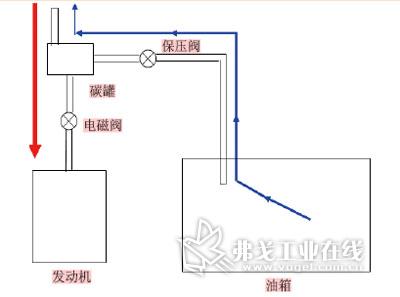
图7 燃油系统的组成及其运行
根据国家标准研制出的专用检测装置,其核心是用于测出流量的层流管,它与碳罐的脱附口相接。流量是通过安装在层流管两端的压差传感器测出的。系统中的压力传感器能测出脱附口处的负压值,利用计算机可以建立流量与负压之间的对应关系。从温度传感器获得的信息则提供了对测得的流量值进行补偿的依据,以提高测试结果的准确性。层流管的另一端经贮气罐与一个二位三通电磁阀相连接,可生成两种脱附试验方式:与发动机相连的常规试验和与负压发生器相连的替代试验。
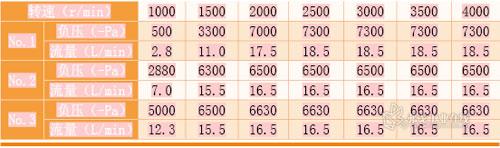
对一新款轿车燃油系统脱附常规试验进行检测,把检测设备串接在发动机与碳罐之间,把工作方式设定在“常规试验”,此时其电磁阀处于与外接的发动机相通,而与自身的负压发生器断开的状态。为全面反映这款车型燃油系统的脱附试验水平,试验中设定7档不同的转速,分别测出对应的负压值和流量值。任意抽取3辆样车进行测试。
测试结果表明,该种车型燃油系统的脱附试验结果完全达到国家标准中相关规定的要求。但由于常规方法辅助环节多,启动车辆达到某档转速耗时长,使测试节拍与生产线难以保持一致,无法胜任在线检测的工作模式。替代方式由于辅助环节少,在完成检测设备与系统中碳罐脱附口的简单连接(不再与发动机连接)后,按事先设定的负压值,即由设备带有的负压发生器模拟发动机运行产生,仪器就能快速进行替代形式的脱附试验,并显示、打印相应的流量值。替代程序在油箱尚未加注燃油的状态下也能进行。鉴于采用常规方法和替代方法进行脱附试验所获得的测试结果之间具有可比性,因此,完全可以把脱附测试与燃油系统密封性、通气性测试相结合,一前一后设置在装配生产线上。经实践证明,这样的安排是合理有效的。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论