汽车用塑料材料单一化发展趋势
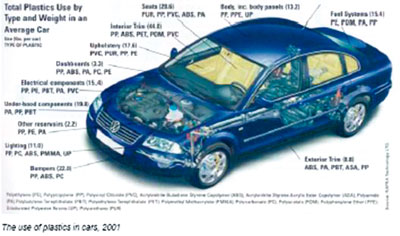
图1 塑料在汽车上的具体应用
近年来,报废汽车的回收处理和再利用问题日益引起了世界各国的高度重视。为此,包括中国在内的世界各国纷纷出台了不同程度的法规及政策,以推动零部件再制造和材料回收处理技术的进步。在绿色汽车制造这一前提下,汽车用塑料单一化无疑是汽车塑料的重要发展方向。
概述
全球汽车工业的迅速发展,导致了对地球资源的大量消耗,同时对环境造成的污染也日益严重。除了尾气排放外,报废汽车的处理问题也愈显突出。据介绍,目前全世界每年的汽车产量接近6600万量,年报废的汽车量仅在欧美及日本等发达国家就已达到2500万辆左右。因此,报废汽车的环保处理及报废汽车材料的循环利用问题日益受到汽车界的关注。毫无疑问,汽车材料的回收利用、零部件再制造技术的研究,以及实现节能环保等是当今世界汽车工业迫切需要解决的问题。
随着报废汽车回收利用问题的日益突出,欧盟各国及日本、美国等发达国家相继出台了有关报废汽车回收利用的法律法规,并对回收利用水平做出了详细规定,以推动零部件再制造及材料回收处理技术的进步。
近年来,我国汽车工业持续快速发展,2006年汽车产销双双突破700万辆,成为世界第二大汽车消费国和第三大汽车生产国。伴随着汽车工业的发展,未来几年,我国的汽车保有量与报废量也将呈现出快速增长的趋势。预计到2010年,我国汽车的年产量和报废量将分别达到1000万辆和480万辆,因此,可持续发展问题同样将考验着我国的汽车工业。对此,我国政府有关部门已给予了高度重视。2006年2月6日,国家发改委、科技部和国家环保总局联合颁布了《汽车产品回收利用技术政策》,以指导并推动我国汽车产品的设计、制造、报废、回收和再利用等方面的工作。
《汽车产品回收利用技术政策》明确提出了各阶段性目标,即:
● 第一阶段:从2010年起,所有国产及进口的M2类和M3类、N2类和N3类汽车的可回收利用率要达到85%左右,其中材料的再利用率不低于80%;所有国产及进口的M1类、N1类汽车的可回收利用率要达到80%,其中材料的再利用率不低于75%;同时,除含铅合金、蓄电池、镀铅、镀铬、添加剂(稳定剂)、灯用水银外,限制使用铅、汞、镉及六价铬。
● 第二阶段:从2012年起,所有国产及进口汽车的可回收利用率要达到90%左右,其中材料的再利用率不低于80%。
● 第三阶段:从2017年起,所有国产及进口汽车的可回收利用率要达到95%左右,其中材料的再利用率不低于85%。
今后,国家还将适时建立有关制度,从汽车设计、生产、维修、报废回收等各阶段提出有利于汽车产品回收利用的要求,并在2010年之前陆续开始颁布实施。
塑料在汽车上应用的发展简史
在汽车制造技术的发展进程中,塑料材料的开发与应用不仅促进了汽车技术的进步,同时也推动了塑料材料工业本身的发展。
20世纪60年代中期,汽车零部件开始向塑料化方向发展,当时的主要目标是实现汽车内饰的柔软化,使乘客获得安全和舒适的感觉。20世纪70年代,随着石油危机的爆发,为了节省能源,汽车工业开始向轻量化和满足防锈要求的方向发展,从而大大推动了汽车零部件塑料化的发展进程。与此同时,各种新型塑料的推出则极大地满足了汽车朝着轻量、高速、安全、节能、舒适、多功能、低成本、长寿命方向发展的要求。在此过程中,材料的可回收性也逐步引起了人们的重视。
在汽车塑料化的发展进程中,所使用的塑料品种也发生了很大变化。早期用于汽车上的塑料一般是热固性塑料,如酚醛树脂等,其应用也主要是制作电器绝缘及点火系统零件。此后开始在汽车内饰件中采用聚氯乙烯和聚氨酯材料。随着汽车向轻量化方向发展,汽车的内、外饰件,以及结构件等开始大量采用聚烯烃、ABS、PA、POM、PC等工程塑料,同时,复合材料(SMC、BMC、GMT、长纤维增强塑料)、热塑性弹性体等也被大量应用于汽车工业。这些丰富多彩的塑料材料主要用于汽车的外装饰件、内装饰件、功能件及结构件。

图2 汽车塑料件
总之,塑料在汽车上的应用具有如下特点:
● 在汽车外装件上的应用是为了以塑代钢,减轻汽车自重。主要应用包括:保险杠、挡泥板、车轮罩、散热器格栅、扰流板等。
● 在汽车内装件上的应用是为了安全、环保和舒适。主要应用包括:仪表板、车门内板、副仪表板、杂物箱、座椅后护板等。
● 结构件和功能件主要采用高强度的工程塑料,主要应用包括:油箱、散热器水室、空滤器壳体、风扇叶片等。
我国汽车用塑料的现状
我国的汽车材料是伴随着汽车工业的发展而逐步发展起来的。“七五”至“九五”期间,我国通过合资的方式引进了国外先进的汽车制造技术,缩短了与发达国家之间的技术差距。从“八五”计划开始,我国汽车塑料用量逐年增加,平均每辆车使用的塑料大约在50~80kg,占汽车自重的5%~10%,达到国外20世纪80年代初、中期水平。在引进技术的带动下,“九五”期间,轿车新材料开发工作被列入国家科技攻关计划,在国家 863计划新材料项目的支持下,先后开发出了一批轿车国产化急需的金属材料和非金属材料,促进了国产汽车材料的技术进步。
近年来,国内汽车工业的迅速发展使我国汽车材料技术领域面临着前所未有的机遇与挑战。不仅汽车材料的需求量持续增长,而且对材料的品质提出了更高的要求。目前,塑料在我国汽车工业中的应用情况是:单车用量、应用部位、品种与类型,以及汽车塑料部件的生产技术与装备水平等,已基本达到了引进车型同类产品的水平。以一汽集团为例,20世纪80年代中期,一汽集团自主开发了用于CA141卡车的塑料风扇、软化仪表板等,在当时国内材料资源相对紧张的情况下实现了轿车塑料零部件的国产化。目前一汽集团技术中心已具备了塑料材料及制品的分析及理化性能检验、塑料材料及制品应用技术研究、塑料制品CAE分析、塑料制品加工技术研究的核心能力,具有满足一汽集团自主开发产品所需要的非金属材料、制品标准体系及供货技术条件等。
汽车用塑料发展趋势
当前,轻量化、智能化、节能、环保和安全依然是汽车工业发展的主题,从而对汽车材料提出了更高的要求。
作为重要的汽车轻质材料,塑料及复合材料可使零部件的重量减轻约40%,并能降低成本。近年来,塑料在汽车中的用量迅速上升。2000年,世界上平均每辆车的塑料用量已达到105kg,约占汽车总重量的8%~12%,其中,国外汽车的内饰件已基本实现了塑料化。目前,塑料在汽车中的应用范围正由内装件向外装件、车身和结构件方向扩展,今后重点发展方向是开发结构件、外装件用的增强复合材料以及高性能树脂,同时材料的可回收性也日益受到高度关注。
针对回收问题,人们提出了满足“5R”要求(即Reduce减量化、Remanufacture再制造、Reuse再使用、Recycle再利用、Recovery回收利用)的绿色汽车制造概念。
绿色汽车的制造是一个系统工程,含盖了从最初的设计创意到最终废品的回收处理和再利用的整个过程。在这个过程中,涉及了设计构思、原材料选用、制造工艺、使用中的环保性考虑、废弃后的回收处理和再生利用等各个环节。绿色设计要求在考虑产品基本功能属性的同时,还要预先考虑好产品本身以及加工工艺可能对环境造成的负面影响,此外,还要尽可能地提高产品的回收利用率。在此方面,汽车用塑料单一化无疑是同时兼顾汽车材料一体化、轻量化、无毒化和可回收化的最佳选择,已成为汽车塑料的重要发展方向。
在各种塑料品种中,聚烯烃材料由于具有密度小、性能好且成本低的优点,因此是满足汽车工业单一化需求的理想材料。在内饰和外装件上统一使用聚烯烃材料,将有利于回收利用。预计未来几年,该材料的用量还将有更大的增长。
尽管双片材热成型技术的应用已有30年的历史,但是康隆-Cannon Forma公司,以及它的姐妹公司康隆-Cannon Tecnos和康隆-Cannon Shelley,在经历了一些项目的实践后,对该技术有了更深刻的认识。同其他技术相比,双片材热压吸塑成型技术的优点是:
● 可以成型形状复杂的零部件,特别是既扁平又宽大的零件,例如像“雪茄”形状的零件,而这是吹塑成型技术难以实现的。
● 能够很好地控制材料的分布。这是因为,在塑料片材热成型的过程中,在片材的不同区域上,可以区分出不同的温度剖面。
● 基于机器的某种性能,可以很容易地将嵌件整合到中空制件中。
● 基于机器的某种性能,借助于模芯辅助技术,可以更好地控制成型过程,从而生产出形状更复杂的产品,或者可以使用更薄的片材以减少材料的使用量。
● 借助于一些辅助设备,还可以对更精密的部件,或者组合了外部嵌件的部件进行热压成型。
大约在10多年前,康隆-Cannon Shelley公司就生产出了它的第一台双片材热成型设备,该设备最大可成型1500mm×1000mm、厚度为60mm的片材,最大成型压力为60t。现在,康隆-Cannon Forma公司提供的热成型设备具有更好的灵活性,既可以完成传统的单片材吸塑成型,也可以实现双片材的吸塑成型。经吸塑成型后的双片材可以被焊接在一起,从而成为一个中空产品。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论