涡轮增压器装配线的平衡
在涡轮增压器装配线改造中,通过运用“启发式”的方法可以对装配线进行重新平衡,这样不仅提高了装配线的负荷系数,还增加了生产效率。
装配线平衡问题,又称“工序同期化”,就是对于特定的产品,给定流水线节拍,求出使装配线所需的工作中心数量或工人数量最少的配置方案。装配线平衡问题还可以表述为:对于特定的产品,给定工作中心数量,求出使流水线节拍最小化的配置方案。这两种表述方式都是要使各工作中心的单件作业时间尽可能等于节拍或节拍的倍数,从而使每个工作中心或工人的作业空闲时间最少。涡轮增压器装配线平衡的基本思想就是根据对改善后的工艺流程所测的各工位作业时间,依据一定的作业分配规则,将所有作业分配到各工位,使每个工位在节拍内都处于繁忙状态,完成最多的操作量,从而使装配线的效率最高。
基础工作
1、完成初步工艺流程的制定与优化
首先要制定初步的工艺流程,然后按照5W1H的六个方面对工作流程进行分析,并通过“取消-合并-重排-简化”四种方式对工作流程进行革新。其目的是使工作流程最为合理,经济。
2、工作要素划分
在对一项作业进行时间研究时,需要将该项作业划分为一系列相续进行的工作要素。划分工作要素应遵循下列原则:(1)每一个工作要素应当具有容易辨认的起点和终点,这样便于观测和记时。(2)工作要素之间应当是紧密衔接的,一项工作要素的终点应当是下一项工作要的起点。(3)每项工作要素应持续适当的时间,以便观察人员读表和记录。例如取浮动轴承、浮动轴承卡环,将其步装入中间壳中,这三者只能在同一工位由同一操作者连续完成,划分为独立的工作要素。
3、完成工作要素的时间研究
针对涡轮增压器装配作业属于重复性质的、循环时间较短的作业,因此采取时间研究的方法进行工时的测定,而不采取工作抽样法。关于时间的研究,目前总共有测表研究法、历史时间法和预定数据法这三种方法。假定为全新研究对象,采用测表研究法作为工作测定方法。
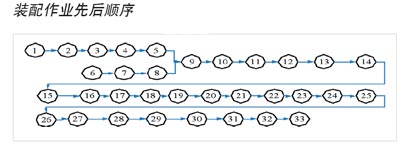
4、装配作业先后顺序
先后顺序图是执行每个作业元素先后顺序的直观表示方法。它规定了任何后道工序必须在它所有的前道工序完成后才能开始。这种先后顺序关系又可以看作为一种前接和后接关系。例如,涡壳角度设定拧紧时,必须取涡壳放入角度夹具中--核心部件安装至涡壳--安装卡箍拧紧,这三者之间就产生了一种逻辑关系,取涡轮壳放入角度夹具中是核心部件装入涡壳的前接,安装卡箍拧紧是装入核心部件的后接。
5、约束条件的建立
涡轮增压器装配线的约束主要为夹具约束,有些工作的完成只能在同一夹具上进行。例如,涡壳角度设定中的涡壳放入角度夹具中--核心部件安装至涡壳--安装卡箍拧紧,这三步只能在一个夹具上完成。
启发式装配流水线平衡
对装配线平衡问题的研究主要是方法的研究,而且多数应用的是较为复杂的遗传算法,这种方法对企业一般管理人员来讲,难以掌握,且计算复杂。而启发式方法简单,易于掌握,所以许多实际问题都采用该方法来解决。
启发式装配流水线平衡方法被证明是在实践中切实可行的一个方法,它是根据作业元素组成及优先顺序图,认节拍为基准,列表计算探索求解的方法,它所得到的结果是趋于优化的合理解,而并非最优解,而在生产实际中,往往最优解是很难得到的,也无必须要得出最优解。
启发式方法所遵循的两个原则:第一原则是先分析位置相对数量大的作业,第二原则是先分配后继作业最多的作业。
启发式平衡过程分为三个步骤:
步骤一:在装配优先图上从第一个作业元素开始,先考察哪些元素符合被分配的条件,即无先行作业元素或先先行作业元素己被分配了;
步骤二:按启发式平衡原则,先取位置权数大的作业,将其归入当前工位,并将该作业元素的作业时间加到当前工位里;
步骤三:将当前工位的时间与节拍相比较,若有剩余时间则继续步骤一;若剩余作业时间为0则停止分配;若时间超出节拍,则排除所取的元素,再转步骤一;直到无元素可被分配则停止此工位的分配。
启发式平衡应用
本文以涡轮增压器装配流水线为实例,说明如何在实际过程中应用启发式方法对装配流水线进行平衡。
1) 作出装配作业先后顺序图(见图)。
2) 作出平衡前作业时间表(见表1)。
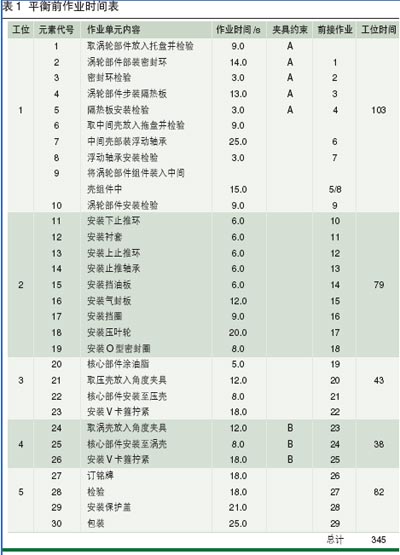
3) 计算平衡前装配线负荷系数η=产品装配总时间/(装配线节拍×装配线实际工作中心数)345/(103×5)=67%。
4) 理想的装配线节拍C
根据目前装配线为环行循环式装配线,其工作中心数是客观存在的,只要使每个工位的操作循环时间同步化,各工位在节拍内都处于繁忙状态,完成最多的操作量,从而使装配线的效率最高,也能装配线的产能得到提高。经计算,C=产品装配总时间/实际工作中心数=345/5=69s。
5) 启发式平衡分析过程(见表2)
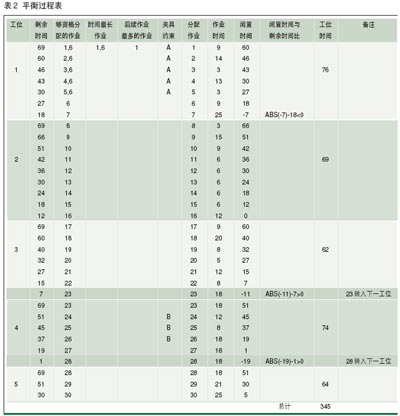
以工位1为例说明,作业1与作业6都没有先行作业,所以都是有资格进行分配的。因为作业1的的后续作业比较多,所以先分配。作业2、作业3、作业4、作业5与作业1有着夹具约束,因此在后续作业中选择中,也只能选此些作业。当分配完作业6时,此时闲置时间为18s,如果加入作业7,此时的闲置时间为-7s。因为装配线的工作中心数已固定,考虑对系统而言,工位实际节拍时间与理想节拍的数值越接近越理想,所以将作业7也放入工位1。

6)平衡效果评价
平衡效果评价采用计算装配线的负荷系数η。装配线的负荷系数越大,表明装配线的生产效率越高。一般机械化装配线的负荷系数不应低于0.75。以手工为主的装配流水线的负荷系数应在0.85-0.90之间。
经计算,装配线负荷系数η=345/(76×5)=91%。
结论
利用启发式方法对装配线进行平衡研究,简单直观易于广大车间技术人员对现有的装配线进行平衡分析改进。通过对涡轮增压器装配流水线的实例分析,调整各工位的工序作业,有效地提高了装配线负荷系数,改善了生产效率。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖