博采众长 “洋”为所用——访一汽—大众汽车有限公司轿车二厂焊装车间主任余文超先生

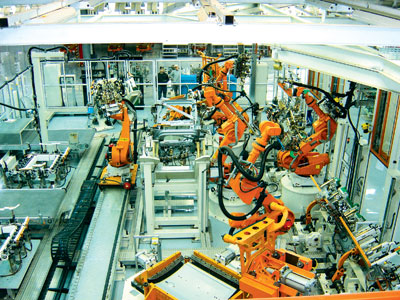
在一汽—大众的生产线上,处于世界领先地位的先进技术设备比比皆是,最具有代表性的是一汽—大众轿车二厂焊装车间的激光焊接技术,它代表了目前世界最先进的焊接技术。用于迈腾轿车的激光钎焊和激光融焊,不仅提高了50%的车身焊接强度,减少了零件的复杂度,而且减轻了车身重量,车身匹配稳定而严密,使焊缝外观更趋完美。轿车二厂焊装车间拥有目前国内最新水平的焊装混流生产线,已为其他车型的混流生产作好了准备。
AI:我们知道,一汽—大众轿车二厂焊装车间建设时有世界知名的自动化公司参与设计与制造,请您介绍一下焊装车间采用的自动化设备、技术。
余文超先生:一汽—大众轿车二厂(以下简称为轿车二厂)焊装车间于2003年7月开始破土动工,至今已有4年的时间。在建设的过程中,德国的PPV、NOTHELFER、KUKA公司,奥地利的TMS公司,韩国的GENIX等公司均参与了设计与安装。目前在焊装车间速腾、迈腾的生产线上,点焊、激光焊、MAG焊、MIG焊、螺柱焊、凸焊、涂胶、压合、固化加热、TOX冲铆、装配、修磨、等离子切割等工艺得到了广泛地应用,使用了包括KUKA、FANUC、SEF公司的焊接机器人,FRONIUS公司的自动弧焊,TRUMPF公司的激光焊接系统,TUCKER公司的自动螺柱焊,SCA公司的自动涂胶,GH公司的高频固化加热,SIEMENS公司的S7-400自动控制系统,TOX公司的气液增压铆接等自动化设备。
正是这些自动化设备的应用,保证了世界先进的车身制造技术在焊装车间的生产线上得以实现,进一步地释放了一汽—大众的产能。

AI:在轿车二厂焊装车间的装焊生产线上,机器人生产技术的广泛应用使整个车间的自动化生产率达到了很高的比率。请您具体介绍一下焊装车间不同功能机器人的使用情况,焊装车间是如何达到多个车型的柔性化、高效率总成调整,及提高总体生产效率的?
余文超先生:焊装车间共有机器人194台,主要包括KUKA、FANUC、SEF三种机器人,分别完成机器人点焊、零件搬运、自动涂胶、激光焊焊接、激光切割、螺柱焊接、MIG焊接、MAG焊接、TOX铆接和等离子切割等工作。机器人重复定位准确,精度小于0.1mm,最大运动速度大于2m/s。
速腾车型生产线自动化率达到34%,迈腾车型生产线自动化率达到26%。为了有效地提高效率,达到资源配置的最大化,轿车二厂焊装车间在设计时就采取了混线柔性化生产的方案,要求同一个工位能生产不同车型。在补焊工位,光电传感器对车身进行扫描后,自动识别出车型并及时准确地对焊接程序进行切换,以使机器人转换对不同车型的焊接;在定位焊工位,则通过夹具在滑轨上的移动,来实现不同车型在同一工位上的焊接。
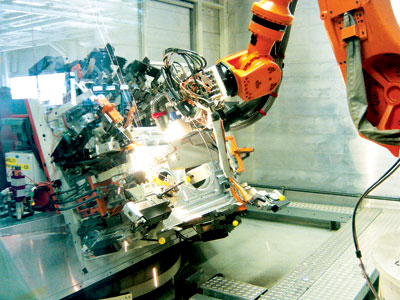
AI:轿车二厂焊装车间的激光焊接技术代表了目前世界最先进的焊接技术,可否请您对这种技术在轿车二厂焊装车间的使用作一下介绍?
余文超先生:轿车二厂焊装车间目前使用了35台激光焊接设备,采用的是德国TRUMPF公司生产的HL 4006D固体激光焊发生器,使用SCANSONIC镜头完成焊接,该设备的激光光束可以通过光缆进行远距离传输(100m),光束的质量效率很高(焦点直径0.6mm,功率4kW),激光能量可得到精确地控制,并具备远程故障诊断能力。
速腾车身上的激光焊缝长度达到了33m,迈腾则达到了42m。采用激光焊技术之后,我们的车身刚度将会比采用其他工艺的车身强度提高约30%,极大地提升了整车的安全系数。因为激光焊接中,激光焊光束的焦点直径只有0.6mm,每条激光焊焊缝的宽度只有1~1.5mm,激光焊接时只是将微小区域的板材通过熔化连接在一起,其他部分几乎不受任何影响。另外,采用激光进行焊接,能在瞬间完成整条焊缝焊接过程,对整车的热影响几乎可以忽略不计。例如,完成一条25mm的普通激光焊焊缝,所需的时间只有0.5s左右。因为在极短的时间内完成了整个熔化连接过程,然后迅速冷却,所以对车身板材结构影响非常小。此外,采用激光焊接技术,对钢板的形变及物理特性改变较小,不像其他焊接方式(如点焊、MAG焊等),这样能保证整车身的刚度。另外,由于完成每条激光焊缝只需0.5s左右,这样的焊接速度是其他焊接工艺所无法比拟的,所以能最大限度地提高单位时间内的工作效率,特别是对于大批量车身生产来说非常重要。
激光焊接技术的采用,在工艺上给我们带来许多优势的同时,也给我们提出了很大的难度和挑战:一方面激光焊接设备属于高精密设备,采用的技术比较先进,相应的设备非常昂贵;另一方面,激光焊接技术在汽车工业的应用还属于一种新技术,对激光焊接设备的维护及保养人员素质要求较高,为此我们投入了很多的人力物力,使我们的维修队伍能熟练地掌握并运用好激光焊接技术。
AI:据说轿车二厂焊装车间一开始就为将来其他车型的混流生产作好了准备,拥有目前国内最新水平的焊装混流生产线,可否请您介绍一下?
余文超先生:广泛、密集地应用新技术是轿车二厂焊装车间的显著特点。在工厂建设一开始,我们就为今后多个车型的混线生产做了充分准备,我们的生产线是目前国内最新水平的焊装混流生产线。机械化输送上采用了多种车型共线的柔性生产方式,可以实现不同车型的混流输送,大大降低了未来并入新车型的改造费用。滑橇运行通过传感器进行检测,通过PROFIBUS现场网络传输到中央处理器,并通过以太网实现远程上位机时时在线监控,以保证机械化输送设备自动执行正确的生产指令,确保不同车型正确输送到不同混流自动线。
在自动线方面主要采用车身自动扫码,根据不同的条码信息确认车型和整车配置,这些信息会传递到每个自动生产工位,根据生产计划预先设定的配置信息柔性混流生产。
AI:“自主创新”一直是汽车工业的发展重点,那么“自主创新”如何体现在焊装车间的生产中?
余文超先生:自主是意识,创新是能力。我们将不断的学习作为自主创新的基础,从建厂伊始就积极地进行人员的能力和素质开发,提高技术培训的深度和广度,并侧重系统性。
接受培训的人员不但成为了各工段的技术骨干,而且在车间已初步形成了有层次的维修梯队。我们也根据车间使用的设备状态,自主编制了各种教材和操作规程,并在实际工作中进行应用和检验。同时车间还建立了SCANSONIC镜头实验台、FRONIUS焊机实验台以及无尘实验室等大小实验设备30余套,利用这些实验设备培训员工已累计达到3000人/小时。

技术的积累必然启迪思维,创新也成为理所当然。由于车间采用的激光焊设备较多,在生产和维修过程中不可避免要遇到设备厂家保密的核心技术。轿车二厂焊装车间的维修队伍敢于对这些复杂的设备模块动手术、搞创新,先后提出合理化建议800多条,攻克激光焊核心技术7项、专项技术67项,使设备停台降低了37%。
以激光焊PDT镜头改进为例:在焊装车间,速腾门盖激光焊设备采用的是德国PDT镜头,这种镜头精度高,对工作环境要求极为严格,故障率很高。此镜头只在一汽—大众和南非某汽车公司使用,全世界一共只有14个,而轿车二厂焊装车间就有10个。PDT镜头的特点是多功能化,即1个镜头可以实现2~3个焊接镜头的功能。由于其技术过于复杂无法掌握,南非某汽车公司在使用3个月后不得不全部更换,重新进行投资改造。故障在一汽—大众也同样出现过,在生产中,PDT镜头焊接时的偏转角度经常出现问题。经过我们的激光焊维修小组确认,问题出在Z轴模拟量传感器上。由于厂家的技术垄断,其传感器的参数和密码是核心机密,我们根本无法对其进行校准。我们的维修人员经过反复试验,最后通过计算机反编译,成功地进行了破解,重新对镜头的参数和机器人轨迹进行了设定,彻底解决了这个问题。同时经过我们维修人员的反复认证与实践,确认这种镜头由于设计原因,在经过长时间运行后,会自动产生0.3°的偏转误差。我们敢于再次动大手术,完全打破了固有模式,更改了机器人程序和SPS指令,通过近一年的实际运行检验,故障完全消失,仅此一项就节约了资金320万元。
创新在焊装车间的各项工作中到处都能得到体现,小到工位器具的改进,大到自动化设备的创新,如TOX冲铆的改进、旋转电极的应用、去离子过滤器替代等创新项目,不但直接为公司节约了大量资金,还大大提高了生产效率。
AI:轿车二厂建成时曾表示,与传统的工厂设计不同,轿车二厂设计是以人为中心,即不仅提供一流的生产环境,而且按人性化的生产方式进行生产,把人作为生产的第一要素来考虑。在生产运行中,这种理念是如何体现的?
余文超先生:轿车二厂建设初期就充分考虑到要以人为本建设工厂,设备的布置更多地考虑到了人机工程,一流的生产环境为劳动者带来愉快的劳动心情:大面积的绿化的花园式工厂给员工身心带来愉悦;高质量的防滑厂房地面使员工的行走搬运更安全;明亮的厂房采光照明,让生产人员更方便地进行工作;而高效的工位排风装置更保障了员工的身体健康。
AI:在先进自动化设备、技术的使用上,焊装车间有哪些成功的经验?
余文超先生:成功引进国际先进的自动化设备,只是工厂建设迈出的第一步,更重要的是要把先进的设备、巨大的投资通过生产线转变为生产力,而不是把设备放在现场成为昂贵的摆设。要让“洋设备”为我们所用,就应该要有些“土办法”,“授人以鱼不如授之以渔”,设备厂家的陪伴只能依靠一时,不能依赖一世,如何突破技术上的封锁限制,自主创新改进对我们来说更重要。随着科技的进步,再先进的设备也终究有落伍淘汰的一天。对于一个工厂而言,建立一个完善的培训体系、实施一种优秀的改进机制、打造一支作风硬朗的员工团队,会使企业永远具备蓬勃的生命力。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖