非真空电子束焊接技术——新型高科技焊接的奇葩
非真空电子束焊接技术实现了大气状态下的电子束焊接,在汽车制造领域一直备受重视。目前,在铝合金结构件、多支管件和其他汽车零件中得到了广泛应用,并具有其他焊接方法不可替代的优势。自1958年 Mr.Steigerwald,K.H(德国AWT集团下属SST公司创始人)研制出世界上第一台电子束焊机以来,电子束焊接技术经历了近50年的发展历程。电子束焊接工艺技术在工业生产的各个领域中发展迅速、应用广泛,并且有着不可估量的发展前景。非真空电子束焊接(EBW-NV)在汽车制造领域一直备受重视,德国已经实现了非真空电子束填丝焊接。德国AWT集团所开发的工业化非真空电子束焊接设备,已成功在各个工业领域应用了数十年。
非真空电子束焊接原理
非真空电子束焊接是指在大气状态中进行电子束焊接。在非真空电子束焊接中,电子束仍是在高真空条件下产生的,然后通过一组光阑、气阻通道和若干级真空室,最终到达大气压力下的环境中来对工件进行施焊。
非真空电子束焊与真空电子束焊接的比较
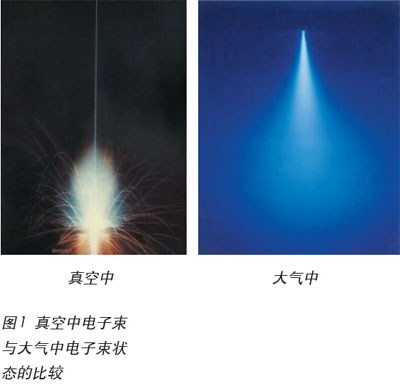
与在真空状态下不同,在大气条件下,电子束会快速发散,即使将电子枪的工作距离限制在20-50mm,焊缝深宽比最大也只能达到5:1(如图1)。目前,非真空电子束焊接能够达到的最大熔深为30mm,远远低于真空焊接的标准。
然而,非真空电子束焊有着其他焊接方法不可替代的优势,它摆脱了真空室的限制,可以焊接大尺寸工件,生产效率高。从而扩大了电子束焊接技术的应用范围,使其更适合向大批量、低成本、高自动化的方向发展。另外,对于非真空冶炼的金属,采用真空电子束焊时,易从熔化金属中溢出剩余气体并形成气孔;而采用非真空电子束焊,则不会因此产生气孔缺陷。
非真空电子束焊与激光焊接的比较
电子束焊接问世10年后,世界上第一台激光加工设备研制成功。30年来,激光加工进入了原来由电子束加工的很多领域,并似乎大有取代电子束加工的势头。但实践证明,激光和电子束作为高能量密度热源,除了具有很多相同技术特点外,在技术和经济性能上,针对不同的应用场合,仍有各自不同的特点。
电子束焊接与激光焊接的热能使用效率相差很远,同样的能量输入,电子束焊可以使用到60%以上的能量,而激光焊的使用率不到10%,其技术特点的比较如表。
因此,在实际应用过程中,非真空电子束焊与激光焊相比具有更大的优势。尤其对于提倡绿色工业、节约工业的现代人来说,非真空电子束焊接可以说是更好的选择。
非真空电子束焊的X-射线防护
电子束焊的主要缺点是X射线保护问题,对于非真空电子束焊接而言,这个问题更加突出。非真空电子束焊系统中,X-射线防护主要靠防护隔离室的隔离作用。而X射线的辐射程度在某种程度上由待焊工件的尺寸、形状、结构复杂程度和焊接过程的运行轨迹决定。因此,X射线保护系统可以根据零件的外形结构和尺寸单独设计。目前,这些防护系统已经能够保障操作者的安全,同时能够保证进入加工区域的其他人员也不会存在任何危险。
非真空电子束焊的应用领域
1、非真空电子束在大批量铝合金结构件焊接中的应用
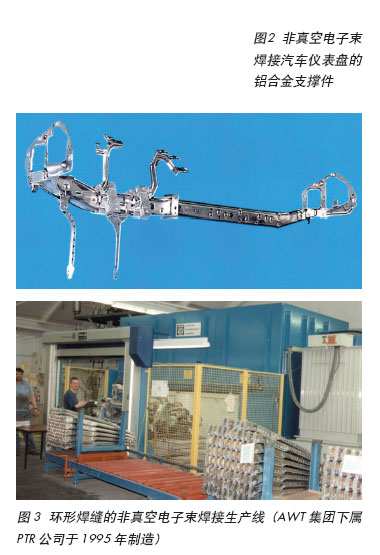
几年前,大众奥迪集团决定,使用铝合金材质的仪表盘支撑件来替代钢制的仪表盘支撑件。汽车仪表盘支撑件由冲压成型的两部分焊接而成,铝制支架由2.5mm厚的Al-3%Mg合金制成;钢质支架由1.5mm厚的钢板气体保护焊接而成。通过这次改革,降低了此部件重量的40%,并使每部汽车重量减少3kg,此零件结构如图2。
然而,一个严峻的问题摆在大众-奥迪的面前:这种铝合金的部件如何稳定、可靠的连接在一起?在对所有的连接方法进行分析评估之后,非真空电子束焊被公认为最佳的工艺方法。此项分析评估包括很多方面,除了按照常规方法检查外,焊接方法对待焊件形位公差和形状公差的适应性、焊后硬度和焊缝的成份特性,甚至连可达到的最大焊接速度等也必须考虑在内。
根据对非真空电子束焊接试件的测试分析,我们得到如下结论,这些结论已经在数年日复一日的生产中被进一步证实:
(1)焊接前不需要对铝制待焊件进行除油和酸洗处理。两个凸缘的边缘焊接能够在不填丝的条件下完成焊接——仅仅要求两工件根部间隙不大于0.5mm,配合误差不大于1mm,起弧收弧角度30°左右。(2)焊接通常在大气下进行。目前,我们已经在生产中使用了氦气保护,以得到更大的工作距离。虽然这种焊接方式会导致热影响区加宽,但是它能够延长灯丝和出束口的使用寿命。通过把热输入量降低到900J/cm的方法,来防止母材中3%的Mg在焊接中被“燃烧”掉(焊接影响区域的Mg的含量为2.6%),同时还可以有效预防焊接裂纹的产生;当焊接直缝试件时,最大的焊接速度可以达到18 m/min。但在焊接三维焊缝结构的试件时,速度一般要求12 m/min。
(3)疲劳试验结果显示:与采用断续气保焊的钢制零件相比,用非真空电子束连续焊接铝合金的性能更好一些。为了满足批量生产的要求(例如:每天生产2000件以上的产品,而且每个零件有两条长度为1359mm的焊缝),各家生产商继续开发研究这种焊接方法的循环生产线,并最终定位于以下两个方案:
a、一个带有两个工作位置的带标定指数的工作台,每个工作位置另有一个可沿X-Y方向运动的工作台(如图3)。
b、两个平行的工作台均延Y轴 移动(如图4)。

无论哪种方式,用于自动水压定位的工作台必不可少,它能够保证工件可手动或由机械手装夹。电子枪有两种安装方式:只能够延Z轴运动或者沿X和Y轴运动。专门的X射线防护设备按照设备和焊件的设计使用情况设计安装。
为了准确焊接各条焊缝、工件和电子枪,需要同时在CNC系统的控制下移动。完成一个独立的焊缝仅需要不到7s的时间——包括所有移动零部件的“空闲时间” (例如,旋转部件,移动一个接头到下一个,工作台转换,打开/关闭X射线保护房,进入等)。两个全焊接零件能够在65s内被完成,生产率可以达到大约110件/h。基于在实际生产中的成功经验(数量和质量),目前这种加工方法已经在全球范围内得到应用。
2、非真空电子束焊接压铸铝合金多支管
即使回到工业条件最严峻的19世纪70年代,非真空电子束焊接依旧能够展示出其高产量焊接的优势。美国将这个焊接技术应用到了发动机的压铸铝合金多支管上(如图5),并成功地焊接了多种类型的4口和6口多支管。加之19世纪60年代以来,在各种形式、各种材料的汽车构件中的成功应用,足以证明在铝合金焊接领域,非真空电子束焊是一个不可多得的焊接方法。
为了焊接类似于图5中的由上下两个壳体组成的零件(一个壳体在上面,另外一个的整个外围是一个垂直的焊接边缘),我们需要一个在焊接区域外的工装装夹区域,固定好的待焊件通过传输带运送到焊接区域。当待焊件到达焊接区域后,一个“抓-放”操作手将它从传输带移出,并放置在CNC控制的可X-Y方向运动的工作台上。工作台延X-Y方向运动,以查找复杂边缘组成的焊缝的准确位置,以在垂直安装的电子枪下进行焊接。
通常情况下,一个六个口的多支管上的焊缝可长达2.5m。一般参数为:功率22kW;焊接速度为8m/min——焊接速度可以根据路径的弯角半径自动调节,如果半径大,焊接速度会相应的增加,速度调节范围为:5 -11m/min,此设备可以轻松达到200件/h的产量。
基于非真空电子束固有的特性, 焊缝位置的金属易于熔化。因此,即使焊缝根部的间隙宽度大于0.5mm时,仍能够得到良好的焊缝。

3、未来的工业方向:其他铝合金制品的焊接
多家科研单位都在研究,将非真空电子束焊接在铝合金焊接领域大范围使用的可能性,包括按照此工艺进行的焊前焊后的机械加工生产。在光谱分析试验中,研究学者对填丝和不填丝状态下的焊缝组分(填丝的目的为改变冶金状态或填充根部间隙)、板厚、接头形式(对接, 搭接, 边缘焊接等)、焊接速度等方面进行研究。试验结果显示,非真空电子束焊接铝材具有风险小、焊接质量好、焊缝成形好、焊接强度高等优势,是其他焊接方法无法比拟的。
非真空电子束焊接能够防止气孔和裂纹产生,同时能够保证焊接区域和热影响区的微观结构良好,平滑过渡。另外,焊缝机械特性与母材基本相当,焊深比较大的焊缝同样具有良好的特性。即使当焊接速度超过60m/min时,依旧可以得到铝镁合金良好的焊缝。
非真空电子束焊工艺,自从40年前首次被应用于工业生产以来,已经被成功的广泛应用于汽车工业大体积零部件的批量生产中。同时,大量实践证明:非真空电子束焊接适合在各种工业环境条件下,焊接各种情况的零部件。在工业生产中,已经被看作是一种能够胜任很多工作的“通用设备”。
作为这项研究的成果,铝合金的非真空电子束焊接工艺已经成功地证明:愈来愈多的生产者开始关注这种新型的工艺方法。当然,他们也必须清楚地认识到:为了更经济、更有竞争力的进行生产,还有许多问题值得关注,诸如:同类型的产品数量是否相对较大?是否能够满足非真空电子束焊接设备的使用率?待焊件的焊接长度是否相对较长?是否能够保证在一个生产循环周期内,焊接时间大于设备的空闲时间?等,以使自身更具有竞争优势。
总之,非真空电子束焊接工艺在具有降低成本、提高焊接质量等一系列优势的前提下,必将愈来愈多地应用于各个工业生产领域。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖