IT技术在上海大众汽车冲压生产线上的应用

图1 上海大众汽车冲压车间生产六线全貌
本文通过在上海大众汽车冲压车间自动化生产六线的控制系统改造中, WinCC Web Navigator的技术应用实例,介绍了IT技术在工业控制领域中的实现过程。
近年来,互联网、信息技术飞速的发展正在强有力地推动着工业领域技术的发展。WinCC Web Navigator 是WinCC系统的一个选件,它正是利用这种互联网的IT信息技术,向我们提供了通过互联网和IE浏览器来监控工业生产控制过程的新技术,为工厂提供了技术上更加先进、操作上更加方便的一种新型的分布式HMI的方法。现在,我们在上海大众汽车冲压生产六线上已经成功地将WinCC Web Navigator这项技术应用到大型工业设备中。
上海大众汽车冲压车间生产六线采用的是20世纪90年代从德国进口的机械设备,整条生产线由6台多连杆压机、6套与之相配的上下料机械手输送系统以及1套板料清洗系统组成,它以生产轿车外覆盖件为主。在正常情况下,生产线可无人干预地自动运行,最高生产节拍为每分钟 8个零件。该生产线全貌见图1。
该生产线的控制系统基本上由西门子的产品构成。每台压机和机械手输送系统分别由S5 155U和S5 115U PLC控制,6台压机单元共有12台PLC。此前每个PLC都有一个上位机系统,并采用西门子早期技术,即S5系列模板WF470实现压机操作画面的显示和西门子组态软件COROS实现机械手的操作画面的显示。由这些终端显示系统分别给操作人员提供了一个人机界面的操作平台,对自动线设备的参数和机床动作进行调整,同时对设备运行状态进行实时监控。
针对目前西门子早期技术已经淘汰,很多器件逐渐停产的现状,为了解决设备备件的升级换代以及落后的技术问题,我们提出应用当今世界领先的WinCC Web Navigator这项技术对设备人机界面控制系统进行升级改造。把IT技术引入到现场设备的控制系统中,构成一个基于互联网的工业生产控制系统,这是目前设备控制领域中不多见的大胆尝试。其基本概念是,首先建立一台计算机服务器作为冲压自动线控制系统的数据和画面集中处理中心,并安装WinCC系统和WinCC Web Navigator选件。这是因为,一方面WinCC系统的作用是控制和管理整个冲压生产线,另一方面,WinCC Web Navigator的作用是为生产线上每台设备发布相应的操作画面网页。在生产线原来的显示终端位置上安装西门子工业触摸屏PC477B作为操作显示终端。通过以太网的通讯连接,在PC447B上运行IE浏览器即可访问服务器上相应设备的网页,由此可以在任何一个显示终端完成压机和机械手操作画面的显示。将压机和机械手的显示终端合二为一,极大地方便了用户的操作。因此,利用WinCC Web Navigator即能保证满足原来的系统功能,又能实现新提出的技术要求。

图2 机械手输送系统的上料手和下料手
系统的需求分析
我们在现场对冲压生产线系统进行了仔细调查和研究,并从几个方面综合分析了其系统的特点,这使我们能够在利用Web Navigator技术的基础上,建立一个比较完善的实施方案。
1、PLC
压机的PLC根据模具的工艺参数和机床的控制参数,控制着整个压机的运行方式。
机械手输送系统的PLC根据所选择的加工零件的形状,控制着机械手输送系统各部分运动轴的轨迹。机械手的PLC共控制输送系统的7个运动轴方向。输送系统的上料手、下料手和输送小车的结构请见图2和图3。
压机的运行方式和机械手输送系统的运动轨迹的调整都是取决于PLC的上位机控制系统得到的相关数据,即模具参数、机床参数和机械手运行数控程序。因此,新的控制系统要根据工艺要求实时处理与PLC控制相关的数据。
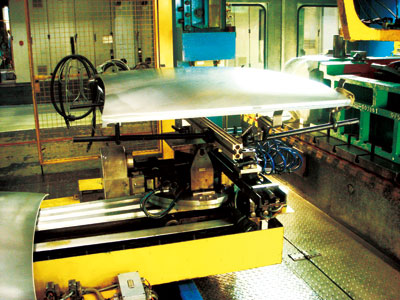
图3 机械手输送系统的输送小车
2、工业以态网
由于只有部分PLC已经使用了粗缆通信方式的工业以态网连接起来,所以必须采取某种方式把设备上所有PLC连接到同一个网络系统上,才能完整地完成PLC与PLC和PLC与上位机的数据通信。
3、系统功能
系统功能主要是控制系统根据生产工艺,对生产线设备完成其操作控制和管理功能。通过对其综合分析,按照压机和输送系统两部分,可分为几类功能。
(1)压机部分的系统功能
a.运行参数
压机正常工作时的主要运转参数。
b.状态监控
在压机运行中需实时监测设备相关的部分的运行状态。
c.调整功能(现行参数的调整)
在压机处于调整模式时,需要用手动方式调整压机现行的动作和参数。
d.更换模具
当压机选择在更换模具的工作模式时进行的数据处理和动作过程。
e.编辑模具数据 (与模具有关的数据)
根据工艺的变化,按照选择的模具号,编辑修改存在于PLC数据块内的相对应的模具数据。
f.编辑机床数据(与机床有关的数据)
由于工艺的变化,压机的动作也需做相应的调整,因而必须编辑修改存在于PLC数据块内机床数据。

图4 系统硬件结构配置
(2)机械手输送系统部分的系统功能
a.机械手输送系统控制链运行状态显示
b.数控轨迹程序的编辑(编辑零件程序)
编辑各部分运动轴的运动轨迹及相应辅助动作。
c.示教功能
通过手动方式来获取各部分运动轴的运动轨迹。
d.安全开关点的编辑
为避免碰撞,设置各部分轴的运动轨迹的安全极限点。
e. 显示屏按钮操作
主要包括操作模式选择,程序运行方式的选择以及功能选择。
f. 模具更换
根据压机模具的不同形状,机械手输送系统需要选择相对应的数控轨迹程序(零件程序)。
压机部分和输送系统部分的这些系统功能,在新的方案里是由服务器中运行的WinCC系统来实现的,并通过现场的PC477B上的IE浏览器来进行访问操作。

图5 现场安装的操作终端——西门子工业触摸屏PC 477B
4、现场环境
冲压车间本身是一个高噪音、高冲击振动、高电磁干扰的恶劣环境,因此我们选择安装在设备床身上的操作终端,要能够承受这种恶劣环境,尤其是要能够长期承受压机的高冲击振动。
系统的硬件构成
按照图4所示的硬件结构图,系统的具体配置说明如下:
1、工业以态网结构
(1)部分PLC原已经使用粗缆AUI通信方式的工业以态网连接,为降低成本,在新的方案中保持其结构不变,通过一个HUB连接到服务器计算机上。
(2)考虑到粗缆布线不便,成本较高,其它原未联网的PLC采用现较通用的双绞线型工业以态网线连接,再通过交换机连接到到服务器计算机上。
2、服务器计算机
(1)作为系统的控制中心服务器计算机,我们选择的是HP ML370 G5,配有一个英特尔四核处理器,2G内存,双硬盘,热备。由于该服务器具有多线程并行处理能力,比较适合我们这种多终端客户机同时访问的要求。
(2)服务器上插入两块西门子的工业以态通信网卡CP1613 A2,一块通过AUI口连接到现场的HUB,与配置CP1430 TF网卡的机械手PLC交换数据;一块通过RJ45口连接到现场交换机,与配置CP1430 TCP网卡的压机PLC交换数据。
(3)服务器内置的千兆的RJ45网口,经过一个千兆级交换机,与现场多个操作终端PC477B的内置千兆的RJ45网口相连。这样保证上层网都以千兆速率进行数据通信,从而也保证了现场操作终端PC 477B上的页面切换和数据刷新的实时性。
(4)服务器安装有2003 Server操作系统、WinCC(V6.2)基本软件包和WinCC Web Navigator(V6.2)选件。

图6 压机的软件功能结构
3、现场操作终端PC477B
为了适应现场的恶劣环境,对于安装在床身上操作终端,我们选择了西门子最新推出的新产品机器操作面板——工业触摸屏PC 477B(现场安装的PC 477B如图5所示),其基本特点是:
(1) PC 477B装有嵌入式Windows XP瘦型版操作系统,这使PC具有开放性,也提高了防止病毒侵入及非法更改程序。
(2)耐冲击性/抗震性:5g/1g。此项指标基本达到我们的要求。
(3)PC477B 主频 1G, 内存 1G, 系统程序存储 CF卡为 2G。
(4)嵌入式Windows XP含有IE浏览器,PC477B可做为WinCC Web客户机。

图7 输送系统的软件功能结构
系统的软件功能设计
1、压机系统部分
PLC对于压机的控制是依据在内部以DB块形式存放的模具数据和机床数据,而这些数据通过服务器对其进行处理,由此这些数据就形成了压机控制所需要的设定值。PLC同时也要检测被控制对象的状态,并传到服务器中,就形成了压机控制所需要的实际值。从数据形式上分析,压机系统在控制过程中主要处理的对象是设定值和实际值这两大类数据。从压机本身运行过程区分,压机控制在处理这两大类数据基础上,可出现4种运行过程,即手动调整、单次运行、自动化生产和换模操作。因而,系统归结起来有三类功能,即压机运行状态监控、手动调整监控和编辑数据(模具数据和机床数据)。其软件功能结构如图6所示。

图8 压机模具安装过程的的网页页面












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖