自动化焊接中的智能控制

自动化焊接大大提高了焊接的效率,而为了保证焊接效果和焊接质量,智能控制被应用到新的焊接过程中,并且在整个焊接行业扮演着不可或缺的角色。
全球汽车工业在过去10年中发生了巨大的变化,随之,整个行业面对着安全标准、燃料消费、汽车降价、延长保修及保险期限等多重挑战,而焊接行业把智能控制应用于新的焊接过程,对这些挑战给予了强有力的回应。
新型焊接过程、对已有焊接过程的改进以及两种焊接过程的组合(称为混合型)提升了焊接的行进速度,并且能够焊接过去不能焊接的材料,同时,新设计和新材料开始应用。这些焊接过程都需要新型的智能控制技术来实现。控制和传感系统能够根据需要在焊接过程中接通焊缝间隙控制焊缝位置变化和内在变化补偿的实际公差。另外,了解与应用标准的差异以及所做的焊道检测,不仅可以降低废料率,而且能够保证稳定的产品质量水平。焊接质量信息被包含在一个闭环式的控制当中,并被反馈到最接近实时的实际焊接操作中。有一些焊接过程发展的很快,包括气体保护焊接(GMAW)、激光束焊接(LBW)以及被称为“混合型“的激光、气体保护焊接两种焊接过程的组合。
激光焊接
激光焊接被认为是对汽车及航空航天机械焊接最精确、最有效的方法之一,然而,由于投射在焊缝上的能量点很小(如图1),所以获得一个完美的组合极不容易。另外,设备及人员的支出费用对汽车制造厂也造成了一定成本限制。焊接成形的零件还需要提高加工精度,以使焊缝的准备和装配更好地满足焊接过程的要求。尽管如此,激光焊接仍以它的速度、效率以及与新车设计标准和趋势的兼容性等优势而备受用户青睐。

图1 在激光焊接中,投射在接缝上的能量点很小,所以单独的激光焊接在填充接缝间隙时缺乏灵活性
在Nd:YAG激光焊接中,激光束通过一束光纤传到被预先设置好焊缝轨迹的数字控制焊机或机器人手臂连接的焊炬上。能量自动传输到焊缝的Nd:YAG方法可不用CO2激光来完成工作。由于CO2激光束的传输需要被焊接的零件在移动、转动或标注的情况下接近焊接区域,而移动大型或重型零件是比较麻烦的,因此,鉴于零件的大小和复杂性,能够通过CO2对其进行的焊接也是有限的。
“混合型”的来
由激光焊接是一种氧炔焊过程,按照它的原理是不需要填充焊丝的。它高能量的特性能够实现简单的焊缝接合设计,然而当接合的零件情况不理想时,比如不规则的接缝间隙或偏差,无焊丝就意味着无附加材料可用来填补焊缝间隙及补偿过多的焊缝变化,但是焊丝在最后焊接化学的损失补偿上,以及降低硬化裂纹(特别是铝和电镀材料)都是很有用的,另外,它还有助于维持焊缝接合力。
在氧炔焊中,焦点的位置是临界的,并且依赖于接缝的条件。相对于接缝来说,焦点位置的精度要求高于0.05mm,比典型的弧焊过程要求更严格。另外,过程操作参数需要维持在一个小的视窗里(如图2)。对于直角对接,比如那些运用在拼焊中的焊件是很实际的,同时,对于立体焊件也具有重要的意义。
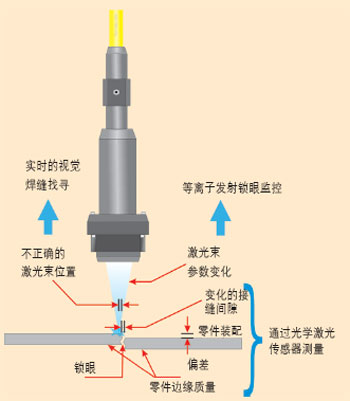
图2 氧炔焊依赖于接缝的条件和在小视窗中的过程操作参数
由于能量光束和被焊接组件边缘之间的相互作用不是不存在就是不稳定,因此,焊缝间隙如果大于0.1mm就可能造成焊接缺陷,而熔化区不是完全不存在就是部分存在,这成为测量接缝横向位置的主要原因。另外,对接缝顶部表面垂直位置的测量不仅有助于适应接缝条件,而且有助于控制焊缝间隙激光点的大小。同时,增加另一种能源和焊料可以扩大激光焊接的应用范围并增加灵活性,而用激光传感器来测量接缝几何图形及位置则可对可能出现的附加参数进行调整。
举例来说,当进行焊接拼焊时,接缝间隙由拼接的几何结构产生(如图3),把Nd:YAG与精密冷焊丝填充物组合在一起,有助于达到完全熔渗并可降低甚至消除焊接缺陷。在这种情况下,填充焊丝的速度以及它与锁眼相关的位置能够被控制,从而可提高焊接质量。接缝间隙过程测量能够提供数据来控制所需焊丝的数量,以确保适当接缝焊道的形成及覆盖焊缝的间隙。与Nd:YAG结合焊丝填充相比,用混合型激光/气体保护焊来调整过程输出特征能控制更多的操作参数,包括对焊丝、气体保护焊电流、焊丝供给速度、电压以及脉冲参数目标点的实时定位。
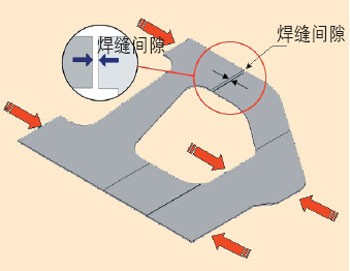
图3 接缝的间隙是由空白部分的几何结构产生的,可通过Nd:YAG与精确供给冷焊丝填充物的组合来填充
焊接过程的稳定性控制
对于每个焊接过程,实际的操作阶段能够在一个具有稳定性的规范组合的条件下进行。在这个条件下,焊接过程能够得到稳定的速度,同时还具有接缝熔渗的能力、热量输入及冶金的特性。随着焊接过程稳定性控制技术水平的提高,焊接过程中操作的可焊接能力也随之提高。把各种过程组合在一起,比如,激光焊接、气体保护焊、Nd:YAG以及冷焊丝,相对于每个单独过程,这些“混合型”都提供了更高水平的过程稳定性控制及操作的灵活性。
3D和2D激光视觉
一个零件的可焊性是由接缝几何图形和冶金两方面特性所决定的。高速激光摄像头不仅可以计算接缝和零件的数据,而且可以计算实时的更新参数,并且能把控制点发送到焊接设备上。自适应性控制在检测到变化时会做出相应调整,因此,测量接缝特性控制焊接过程和设置焊接过程参数有助于在可接受的限度内进行焊接。举例来说,如果焊缝间隙在0.5~1mm之间,可以采用摆动的程序。
2D的视觉系统具有可识别的特性,但是接缝和焊道的轮廓只有在被感测像素率为200MHz。精度为5~10μm的情况下,摄像头才会起作用,这种情况下就要求使用3D摄像头。这种程度的速度和精度实现了在焊炬前测量接缝间隙和偏差以及焊炬后检测焊道形状和缺陷的特性。3D轮廓数字化能检测到微小的焊接缺陷并可获得足够的信息,同时以与激光焊接过程一致的1~20m/min的速度进行跟踪接缝。
激光焊缝跟踪
激光摄像头的主要功能是对激光焊接焊缝进行跟踪。由于这项功能在焊接过程中的激光和锁眼前发挥作用,所以激光摄像头不能被焊炬周围散发出来的飞溅物、热量或光线所干扰。同时,由于跟踪的精度必须在±0.05mm以内,所以通过激光跟踪系统产生的焊炬运动必须被严格控制,以计算焦点的位置、焊炬的速度和位置以及摄像头在机器参考坐标系统中的方位。
激光实际的焦点和焊接机器人工作中心点要比气体保护焊焊丝尖更难确定,但是重视它对于得到最适宜的跟踪精度是很重要的,有些机械因素会影响焊缝跟踪。不过如果在机器人手臂上或一台拼焊激光焊机的直线轴上安装一个两轴的精准传动装置(如图4),这种机械影响会小很多,同时传动装置必须无反冲并精确到微米。另一种方式是用一面振荡镜使能量束偏转。

图4 一个两轴的结合激光焊炬综合了跟踪和检测的精确传动装置,通常是装配在一台机器人手臂上或一台拼焊激光焊机的直线轴上
焊接质量控制
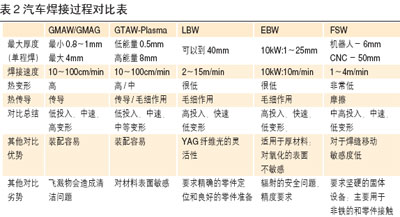
激光焊接是用于高生产量中组装关键部件的,因此,可以接受的废品率必须小于1%。在这些情况下,每分钟几米的焊接量不能够通过人眼进行有效的检测,所以需要设计特殊的激光摄像头来校验焊道的几何轮廓,并且鉴别大于标准设置限度的焊接缺陷(如表1)。使焊接缺陷和正确的几何焊道一致所做的拼焊检测是当今以激光视觉为基础检测系统的基本任务。

在汽车车体上,以10m/min的速度对直径为0.3mm的气孔进行检测时需要装有双图像器的特殊摄像头,这两个图像器位于同一个机械摄像头的参照系内,在检测过程中共同完成工作。相对于跟踪图像器,引导图像器有较大的视野范围,但是精度较低,它的作用是跟踪接缝的位置,其变化会根据车体的位置及运动而变化,但不超过±3mm的范围。跟踪图像器非常精准但视野很小,根据引导图像器接收到的控制信息,它的视野会被置于中心位置(如图5)。
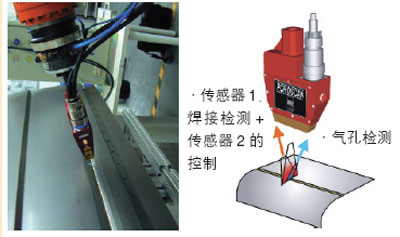
图5 在汽车车体上以10m/min的速度对直径为0.3mm的气孔进行检测,需要装有双图像器的特殊摄像头,两个图像器共同完成工作。
弧焊的跟踪和控制
弧焊接缝跟踪和弧焊过程的原理与激光及激光混合焊接是一样的。智能控制已经实现了钢铁部件的高速双头弧焊,并且为铝制底盘零件的焊接做出了贡献。智能控制能够被立刻引进到试样阶段,用于得出关于零件、固定设备及焊接过程能力的重要信息。这些信息可帮助生产商在购买最终组装生产线和工具前做适当调整,以避免之后在变动和运行问题上付出昂贵的代价。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖