车身试制焊接系统
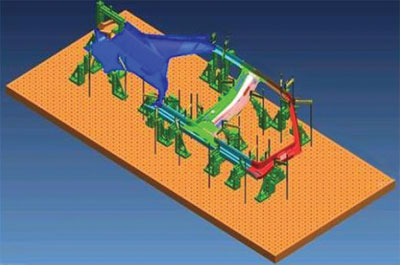
图1:侧围焊接夹具系统
在汽车产品的自主开发过程中,车身试制已经成为影响到开发周期的重要因素。
奇瑞汽车公司在初步确定某一轿车型号车身结构为基本型的基础上,充分考虑产品的变化,组建了一种适应多品种、多系列轿车车身本体总成试制焊接系统,这种可延伸变化的试制焊接装配同时确保了焊装夹具及生产线的经济性和柔性化,为新产品试制车身提供了保障。
设计思想
奇瑞汽车公司轿车车身本体总成试制焊接系统的总体设计思路是根据汽车产品的实际情况和具体要求,把实用性、可靠性、经济性和先进性作为目标,并把实用性作为首先追逐的目标,采用组合式夹具对汽车焊装夹具进行组合,由人工进行焊接,并在此基础上开发出既能进行车身开发工作的柔性焊装系统,又是一套非常实用的小批量车身焊装生产线(满足年开发5~8个车型,每个车型生产20~30台车身的任务)。
系统要求
1、适用范围
□ 能够满足2箱轿车、3箱轿车、MPV等系列乘用车车架总成、车身底板及其它所有部件总成的装配、定位和夹紧的需要;
□ 夹具由质轻耐磨材料制成,在环境温度为-4℃~+40℃范围内保证精度要求。
2、焊接夹具要求
□ 支撑、连接、定位及夹紧机构在装配后不影响焊钳的操作,具备较好的焊接操作性;
□ 根据样车或产品数模,按照该车型型面定位的专用定位元件(材料性能易于在现场加工)、夹紧元件装配焊接后能满足要求;
□ 夹具应具备足够的强度和刚性并能承受一定的冲击力(能承载104N)而没有任何变形;
□ 夹具需有起吊装备或配置可移动的滚轮;
□ 在夹具装配接口部分统一的条件下,定位销的系列尺寸能满足直径5~30mm之间的孔定位需要;□ 在车身型面处的压紧块采用非金属材料,硬度应达到劭氏D60~70;
□ 焊接夹具的装夹系统适应试制样车的系列化和柔性化要求。
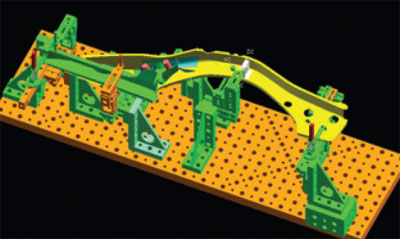
图3:后纵梁焊装夹具系统
3、焊接线的要求
□ 焊装线的主体采用钢质桁架结构,水电气动力供应系统布置在桁架顶端,悬挂点焊机和焊枪吊挂系统以及输送装备也均布置在桁架内空间,与桁架相连接;
□ 各分总成和本体总成的工位间输送采用空中电葫芦吊挂与地面滚道相结合的方式;
□ 悬挂点焊机和气动焊枪均采用Ω导轨和Ω滑车吊挂,确保移动的灵活性,CO2半自动焊机、等离子切割机、氧乙炔钎焊设备均布置在其地面相对的工位附近;
□ 车身本体总成组焊夹具的主体采用“门”式(敞开式,可移动)钢架多孔结构。
根据汽车焊装线车身焊接的工艺特点及以上要求,我们设计出了一套符合白车身骨架各分总成(车架总成、车身下部总成、发动机舱总成等)定位夹紧特点的专用定位柔性夹具部件,结合标准的柔性夹具部件,组成了汽车白车身柔性焊装生产线,使得柔性焊装生产线在开发每一个新车型时专用件的加工仅限于表面定位件的设计和加工,大大减少了工作量,从而加快了自主开发的步伐。
该车身柔性焊装线包括夹具拼装系统、焊接系统、输送系统3个组成部分。夹具拼装系统由车身总拼、下车身、左/右侧围、前/后地板、发动机舱、前/后轮罩、4门2盖等共12套分总成夹具组成;焊接系统由悬挂点焊机(根据不同分总成的焊接工艺特点选取典型焊钳并进行合理布置)、螺柱焊机、MIG弧焊装置(可焊接钢、铝、铜材料)、等离子切割装置、凸焊机等组成;输送系统采用2台0.5t的电葫芦完成工件运送。
夹具拼装系统中的车身总拼分总成采用“门式”框架结构,两侧侧围夹具开口并可根据不同车宽连续可调,以方便地进行拼装夹具、施焊以及装卸工件。两侧围夹具的动作为气动夹紧锁定的方案,既可保证作业安全,又能保证车身总成的正确定位与夹紧。其他分总成采用带有角轮的基础板结构,可方便地在拼装区进行拼装。拼装后可根据不同的焊接工艺状况选用相应的典型焊钳进行施焊。
该夹具系统由可同时组建的12套大分总成夹具组成。这种配置以最小的夹具数量获得最佳的组拼结构方式,既在组拼车架总成的同时,还有车身地板总成夹具、车身前/后地板总成夹具、发动机舱总成夹具、车身左/右侧围总成夹具等主要车身分总成夹具存在于生产线上,便于车架总成焊装调试时对各分总成的状态及各分总成夹具进行测试和调整。由于组合夹具与专用夹具有类似定位、夹紧的组立结构形式和容易实现与专用夹具焊装工艺相同的工艺定位形式,使该组合夹具系统与专用夹具系统的焊装状态形式更接近一致,所以,每一个夹具总成的定位夹紧点数量与专用夹具总成的定位夹紧点数量基本一致。
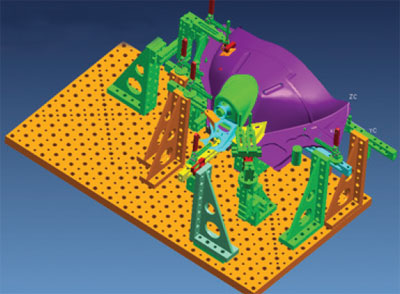
图4:轮罩焊接夹具系统
该方案具有以下特点:
□ 专用定位柔性夹具部件与标准的柔性夹具部件结合,大大减少了每一个新车型开发时专用件的设计、加工工作量;
□ 根据典型的车身各总成和分总成的柔性组合夹具图库,可方便快捷地进行设计、组装新车型的柔性组合夹具;
□ 基于机加柔性组合夹具的组合思想,组合夹具的重复组装一致性准确(不再需要重新量测定位),大大减少了2件以上的少量焊装时间和劳动强度;
□ 车身总拼柔性组合夹具以方便组拼夹具、装卸工件、方便施焊为主要目标,因此,主拼夹具基础台设计为两侧可滑动开闭的专用柔性组合夹具基础台。

组合夹具
目前,该焊接系统已经成功应用于奇瑞汽车试制车间进行新车型试制车身的生产,并取得了明显的经济效益,为奇瑞汽车的产品自主开发赢得了宝贵的时间。
该焊接夹具系统可满足所要求车架的需求,并且,随着车架的不断更新,该组合夹具系统可随时进行扩展,将柔性组合夹具系统分别组合成若干套小部件总成焊接夹具和10套大部件总成焊接夹具,可随时增加生产线的焊接工序和工位提高开发速度和小批量生产产量,甚至增加焊接机器人提高柔性焊装线的技术水平和开发质量。同时,该系统还可以指导以后批量生产的专用夹具焊装线工艺设计、指导批量生产时的焊钳选型以及机器人焊接工艺的制定。
总之,该试制车身焊接系统具有适应性好、系统柔性好等优点,在国内其它同行业汽车试制车身焊接方面处于比较先进的地位。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖