发展中的复合加工技术

图1 小巨人机床有限公司技术部部长刘金石先生
随着金属加工领域技术的不断发展,传统的加工理念已很难满足人们对机加工高速度、高效率和高精度的要求。因此,这一领域要不断改善和提高技术水平,以适应未来的需要。复合加工技术能够满足更高的技术要求,而这类技术也代表着未来金属加工的发展方向。
目前,世界上越来越多的复杂零件采用复合机床进行综合加工。复合加工机床突出体现了工件在一次装卡中完成大部分或全部加工工序,从而达到减少机床和夹具,提高工件加工精度,缩短加工周期和节约作业面积的目的。在复合加工中,刀具和机床始终是相辅相成,密不可分的。

图2 南京蓝帜金属加工技术有限公司汽车行业经理王永国博士
在本栏目中,本刊记者邀请小巨人机床有限公司技术部部长刘金石先生、南京蓝帜金属加工技术有限公司汽车行业经理王永国博士、京瓷(天津)商贸有限公司上海分公司机械工具部部长张涛先生,分别针对复合加工机床和刀具的技术应用及发展趋势畅谈了各自的观点。
技术要求和加工优势
刘金石先生:与普通的机床相比,复合机床可以进行工序复合型的加工如车、铣、钻、镗、磨和齿轮加工等,还可以进行跨类别的加工,如冲压、激光淬火和金属烧结等。由于复合加工机床可以将多种工序和多种工艺汇集到一台设备上,所以零件经过一次装夹后基本可以完成全部或绝大部分加工,这样不仅减少了零件的装夹次数和许多辅助的非加工时间,提高了生产效率,同时零件一次装夹减少了人为造成的误差,提高了整个零件的加工精度。对整个生产环境来说,由于设备的复合能力的提高,减少了零件加工所需的设备台数和生产厂房的占地面积,减少了劳动力成本和固定资产的投入,降低了生产成本,更重要的是简化了生产管理环节,提高了生产部门制造的柔性以及自动化的程度,提高了整个企业应对市场变化的能力。
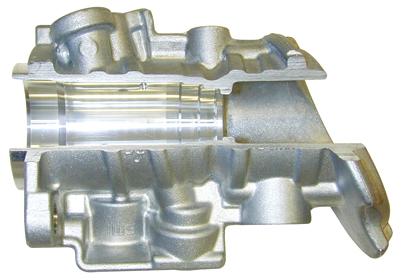
图3 铝合金零件
王永国博士:复合加工一般用于以下两个方面:一是零件对加工效率的要求非常高,为了提高加工效率,把多道工序复合在一起加工;另一方面是两个或多个加工面之间有严格的同轴度等位置精度的要求,为了达到这个精度,把相关的两个或多个加工面复合到一起加工。
复合加工对机床、刀具、夹具和工件等组成的工艺系统提出了更高的要求。首先,多道工序复合到一起,要考虑机床的功率和精度是否合适。如果机床的功率不够或者机床的精度不够高时,不适合复合加工。其次,复合加工的刀具设计、制造难度加大,要充分考虑刀具加工时的干涉问题、刀具的强度以及确保内冷却液的流量等问题。另外,如果加工一个加工面的刀具出了问题,整把复合刀具就达到寿命,所以对刀具的设计和制造也提出了更高的要求。复合加工的夹具设计要充分考虑到整个加工过程的受力情况;复合加工对工件的材料要求内部结构均匀、机械性能稳定。最后,复合加工应尽可能做到粗加工之间或精加工之间进行复合。
张涛先生:同时具备车削、铣削功能的复合加工中心用刀具与以往的普通刀具相比,对低抵抗、高效率的要求更为突出。针对这种要求,京瓷开发了拥有世界领先的高效率、低抵抗、系列化的端铣刀具(MEC、MECX),这些产品与传统的端铣刀具相比,具有切削抵抗小、刀刃数多、进给量大等特点,可实现高效率的加工。
常见问题及解决方式
刘金石先生:从机床的角度看,在零件的复合加工中通常会遇到的问题就是盲目地、求大求全地扩大设备的复合加工能力,但这在实际加工中总是有限度的,因为要受到可实现性、机床经济性和社会配套环境等诸多因素的影响。
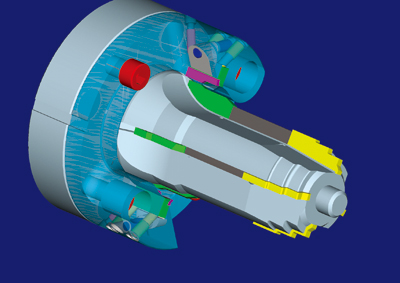
图4 组合PCD刀具
数控复合加工机床不是由各种实现不同工艺的单台机床经过简单叠加而形成的,而是由新研发的具备复合加工要求的基本技术模块组成,例如:容纳各种类型刀具的自动刀库模块;能够使用各种刀具的用于切削的主轴模块;使主轴可以摆动的B轴功能模块和主轴具备空间移动能力的模块等,因此,对于上述问题,要更好地发展复合加工技术,必须要采用新工艺、新概念,开发新型的复合加工功能模块才能解决。
王永国博士:在零件的复合加工中,最常见的是复合加工刀具的一个或其中几个加工面的切削刃出现磨损或破损而达到寿命,这主要是刀具设计考虑不周或者是由于工件材料不均匀等造成的,重新改进设计或要求提高零件毛坯的质量可解决这类问题。另外,有时也会碰到排屑不畅影响加工面的质量,这主要是排屑槽的设计不合理和冷却液的流量不够等造成的,可通过改进这两方面使问题得到解决。另外,有时也会碰到刀具强度不够造成加工过程不稳定。
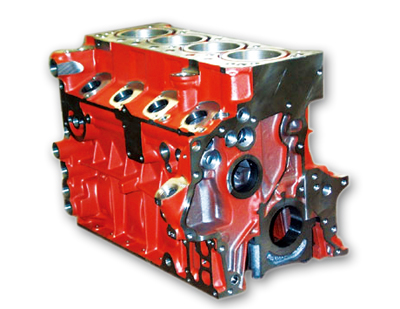
图5 发动机铸铁缸体
复合加工中刀具出现的大部分问题都可以通过在制定刀具方案和设计、制造刀具时把机床、刀具、夹具和工件等因素综合考虑,选择最佳方案得到解决。
张涛先生:由于复合加工的特殊性,可能会出现刀具过早磨损的现象,这就需要刀具产品必须同时具有很强的韧性、很好的耐磨性,能够进行大进给、重切削以及硬材料的切削加工。另外,刀具产品还应该具有很好的精度和稳定性,能够适应高速的切削环境,并具有良好的断屑结构。
首先要开发可对应各种被削材的工具材料,同时设计上要保证实现良好的排屑处理的断屑槽形状,研制既保证可实现高进给又能实现高精度加工的刀具。
产品技术亮点
刘金石先生:小巨人机床有限公司的车铣复合加工中心在动力输出以及自动化、智能化等方面的性能表现较为突出。我公司车铣复合加工中心QTN250MS(见图6)配置的是内藏式电主轴,主轴电机与主轴做成一体,不需要皮带传动也不需要联轴器,主轴本身就是主轴电机,可以实现高速和高精度的定位和插补,提高了复合加工能力。QTN250MS的动力铣轴由交流伺服主轴电机提供,峰值功率上可以达到5.5kW,相当于一个小型的加工中心主轴的功率,可以使用直径50mm的面铣刀,而且每个刀座都可以配置动力刀具,这样的功率和刀具能力具有很宽广的加工范围,提高了零件复合加工的能力。配合第二主轴的功能,可以进行工序间零件的交换,一次装夹后,可以完成一个工件两个工序的完整加工,不仅提高了加工效率,而且因为交换是由机床自身来完成,减少了人为误差,提高了零件的加工精度。
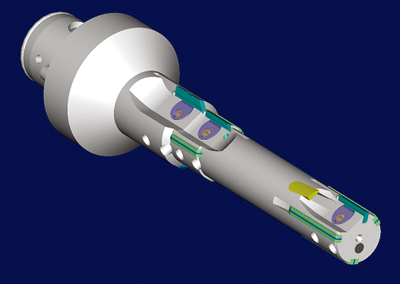
图6 多功能复合刀具
在自动化及智能化方面,我公司的全系列数控车床配置了智能电动尾座。电动智能尾座采用伺服电机和丝杠驱动,通过稳定机构和对伺服电机电流环的控制,实现由程序设定的推力值,可以实现对任意长度的被加工零件进行超快速的推力设定。整个过程是由程序自动进行而不需要人工干预,数控系统会自动对零件的长度进行判断,并且调整到程序设定的推力值。在零件加工过程中,随时可以改变推力的大小,比如,开始切削时一般对毛坯进行去除多于结构的粗加工,这时可以在程序中设定一个大的推力值如2KN,随着毛坯在局部或整体刚性的变弱,可以适当地由程序设定递减的推力值如1.8KN、1.6KN、1.2KN……这样可以有效地减小由于推力过大造成的变形,尽可能提高零件的精加工精度。
王永国博士:我公司在复合加工刀具方面具有很强的技术优势。以图1所示铝合金零件(AlSi9)的加工为例,同轴的各个加工面可以不经过粗加工,直接用图2所示组合PCD刀具一次进刀加工出来(转速4 000r/min,进给800mm/min)。一方面,切削效率非常高(切削时间只需要10s左右),另一方面,各内孔面的同轴度非常高(小于0.003mm);同时,各内孔面的表面粗糙等可达镜面。这类复合刀具目前只有少数几家刀具公司能够设计、制造。

图7 复合加工刀具HSK
图3所示为国外某公司发动机铸铁缸体,图4是其加工过程中采用的可以同时加工3个直径的内孔面、一个15°倒角面和一个45°倒角面的复合刀具。由于刀具的长径比较大,3个内孔面的同轴度和表面粗糙度要求高,因此选用带导条、可调刀片式复合刀具。由于缸体材料为铸铁,可根据效率等要求选用涂层硬质合金或CBN刀片,导条可以是硬质合金CBN或多层材料。实际使用的效果非常好,完全达到了零件的各项精度要求。此种刀具代表孔加工的最高水平,对刀具的设计、制造要求非常高;同时对切削液的种类、浓度以及压力等有严格的要求。
张涛先生:我公司主要针对机床设备主轴工作的具体要求,开发适用于主轴头安装的各种车削刀具,另外,公司也在积极地开发适应现代生产条件的专用复合刀具,扩大复合刀具产品的种类和应用领域,满足更多客户的需求,力争用一个刀具完成原来必需要使用多个刀具才能进行的各种加工,实现一刀多功能。复合加工刀具HSK见图5。
复合加工刀具/机床的选择
刘金石先生:单台设备性能的提高,为提高生产效率所带来的贡献是非常有限的,只有整个工厂的制造模式和管理模式的变革,才能让生产效率得到飞跃式的提高。因此,复合加工设备的使用要考虑整个工厂的环境,要和整个工厂的生产模式进行匹配。先进的数字化制造工厂使用的设备都是复合程度高、自动化程度高的设备,这样才能和生产管理模式相对应。如果工厂内只有部分复合化的设备,其他都是普通的设备,那么这个工厂生产效率的提高就会大打折扣,因为管理模式可能因为设备的差异不能提高到一个更高的层次。因此,复合加工机的选择,要和工厂内的设备和管理环境进行整体性的匹配,一般是复合程度越高的生产设备对应的生产管理模式也越先进。

图8 QTM250MS型车铣复合加工中心
王永国博士:复合刀具确实可以提高加工效率和零件的精度,但是并不是所有场合都适合采用复合刀具。只有机床、刀具、夹具和工件等组成的工艺系统满足一定的条件时,并且零件的生产效率和精度有较高的要求时,复合刀具才能发挥其优势。另外,由于复合刀具的技术含量高,价格昂贵,对刀具的使用条件有很高的要求,因此,在选择是否使用复合刀具时一定要全面考虑,最好请复合刀具方面的专家一起论证加工方案。
张涛先生:在以车削为基础的复合加工中,应该侧重选择通用性良好的可广泛使用的刀具材质,并尽可能搭配排屑范围广的可进行良好切屑处理的断屑槽形状;在以铣削为基础的复合加工中,则应该侧重选择既可实现低切削抵抗又能保证高效率加工的刀具。
技术趋势
刘金石先生:复合加工技术的技术集成和技术复合是数控机床技术最活跃的发展趋势之一,目前已由机加工复合发展到非机加工复合,进而发展到零件制造和管理信息及应用软件的兼容,目的在于实现复杂形状零件的全部加工及生产过程集约化管理,提高了整个生产系统的柔性和制造效率。随着复合技术和信息技术的融合,制造工厂正在进入一个全新的时代,即数字化柔性制造时代。

图9 京瓷(天津)商贸有限公司上海分公司机械工具部部长张涛先生
王永国博士:复合加工在汽车行业的应用会越来越广泛。这是由以发动机和变速箱为代表的汽车零部件制造的特点决定的。一方面,汽车行业属于大批量生产,对效率的要求高,汽车行业零件的精度要求远远高于传统的制造业;另一方面,汽车行业目前大量采用高精度的加工中心,为复合刀具的使用创造了条件。另外,在其他行业,在生产效率和加工的精度要求较高的场合,复合刀具也会得到广泛使用。
张涛先生:复合加工技术是属于已经基本成熟的技术,其应用领域将会不断地深化。复合加工不会仅仅应用于目前较为常见的“车铣中心”中,进行对一些箱体类零件、曲轴以及其他一些结构复杂、加工难度大的工件进行加工,随着行业、技术的发展,我们认为这种技术会向齿轮加工、塑性加工等多方面延伸。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖