数控技术推动现代机床业的发展
用户的需求是数控技术不断革新的原动力
消费者需要高品质,高可靠性,高性价比的商品;商品的制造商在生产满足消费者需求的商品过程中,根据其商品的性能要求,需要配备具有满足其特定要求的加工机床;机床制造厂为满足用户提出的要求,根据控制需要对数控系统的控制功能提出了具体的要求;数控系统的供货商需要生产出满足需求的控制系统,这是一个环环相扣的需求链。
优胜劣汰是市场竞争的必然结果,只有竞争才能达到市场的良性发展。那么如何在竞争中取胜,就成为在上述需求链路上各个环节的管理层所关注的关键问题。一个企业在竞争中取胜的关键是核心竞争力。所谓核心竞争力是一个企业特有的关键技术、能力和资源,核心竞争力是其他企业很难简单效仿或移植的。
分析数控机床的市场发展,可以明显的看出两种不同的设计理念:一种是传统的设计理念,机床的功能取决于数控系统的功能,另一种设计理念是建立自己的关键技术,并将其集成于标准的数控系统之中。前者对数控系统的要求是数控系统除了标准的控制功能以外,还必须满足其特殊的技术需求,而后者的要求是,标准数控功能,以及开放的硬件软件平台,在其基础之上,可以集成其专有的控制技术。
数控系统开放性是制造厂技术竞争的需求
要定义数控系统的开放性,还要从数控系统的用户——机床制造厂的需求谈起,比如机床需要配备某种刀库,那么制造厂需要开放的逻辑控制功能,现在逻辑控制已一成为数控系统的一个标准的开放功能;再比如制造厂需要将其编程软件或分析软件集成刀数控系统中,或者设计专用的人机界面,则需要开放的人机界面;如果需要控制一台并联机床(Hexaport),则需要开放的数控内核。
数控系统的开放性体现在以下三个方面:人机界面开放,标准的硬件软件平台,比如PC硬件、Windows操作系统、人机界面开发工具、网络功能及信息系统;控制逻辑开放,可编程的机床逻辑控制、网络功能、离散系统、远程控制;数控内核开放,提供几何坐标系与数控轴直接的接口,制造厂可集成其专有的控制软件。
数控系统的开放性为机床制造厂建立其技术的核心竞争力提供了一个基础平台。在这个平台上制造厂可以集成自己的人机界面,设计高效高可靠性的电气控制逻辑,设计专有的坐标转换软件;但是系统越是开放,对制造厂工程技术人员的要求也就越高。结果是产品的竞争实质成为技术的竞争、人才的竞争。
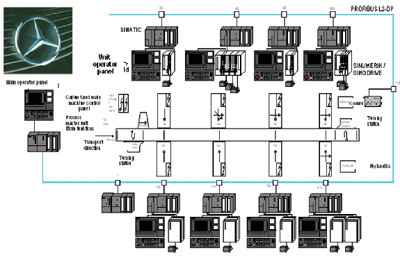
奔驰汽车公司发动机生产线的网络集成
西门子公司数控系统的开放性
1、人机界面开放
西门子公司数控系统的人机界面采用专用的工业PC机为硬件平台,如PCU50、PCU70等;软件平台为广为使用的Windows XP;在上述平台上西门子公司还提供了各种开发工具如:
□ HMI-OA (Open Architecture)工具软件使机床制造厂可以将其应用集成于西门子数控系统之中。“SINUMERIK HMI 编程软件包”使基于Visual Basic和Visual C++高级编程语言得以应用;
□ EasyMask——简单的用户画面生成工具,可通过标准编辑器直接在屏幕上进行编辑;
□ EasyTrans——通过接口信号激活数据传递存储和加载;
□ HotWin - 通过NC或PLC信号激活用户的自定义画面;
开放环境的人机界面系统可以利用PCU标配的网络接口,将系统的资源向上开放,使用户可以将车间的机床通过网络连接、管理;同时,西门子公司可以提供完整的车间级或企业级的管理系统——MCIS (运动控制信息系统):
□ DNC (Direct NC) -NC 加工程序的管理——用于数控程序及数据频繁交换的加工中心, 专用机床和柔性生产线;DNC具有三个软件模块:DNC machine用于通过网络文件系统将数控机床与编程工作站连接;DNC cell用于小型生产区域的DNC网络;DNC plant用于厂级的多用户解决方案
□ TDI (Tool DataInformation) ——刀具管理。TDI包括了许多功能模块。
□ MDA (Machine DataAquisition)——机床数据管理
□ TPM (Total ProductiveMaintainance)——服务维护系统
□ RPC (Remoter ProcedureCall)——远程过程调用
□ RCS (Remote ControlSystem)——用于远程诊断
2、控制逻辑开放
□ S7-300 / S7-400硬件平台
□ 标准的工业现场总线接口
□ 标准的STEP7编程系统
□ 离散系统
□ 安全集成
□ 网络系统
3、数控内核开放
使用户能够将其专有技术,坐标转换等以编译循环的方式加入系统之中。例如在数控系统中嵌入并联机床的坐标转换
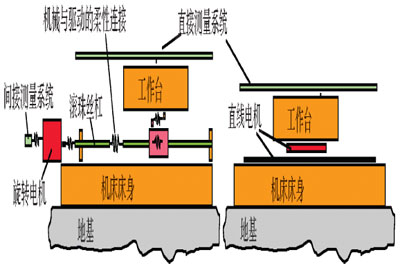
传统传动系统与直接传动系统的比较
西门子数控系统在各种机床中的应用
高速、高精度、超高精度加工,高的生产效率、高的机床动态特性,是用户对机床提出的越来越高的要求。要设计生产出满足上述要求的数控机床,不仅对机械的刚性、结构设计、传动系统提出了更高要求,而且需要数控系统、驱动系统具有更高的性能指标。
1、并联机床中的应用
并联机床是近年来发展起来的一种全新的结构;其最大的特点是没有物理上的X、Y、Z轴,其机械结构轻巧,加工的自由度大。适合于模具和航空部件的加工。由于没有物理上的几何轴,而且该类机床的机械结构很多,利用标准数控系统难以实现对该类机床的控制。由于西门子公司的数控系统所具有NC内核的开放性,已有很多机床制造厂利用SINUMERIK840D去控制他们设计的独特的并联机床,这些公司可将其Know-How——独特的坐标转换算法集成到840D中。
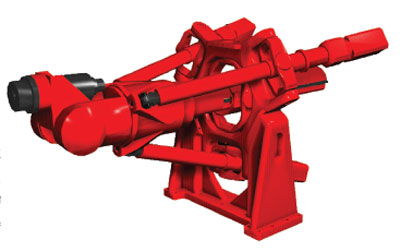
并联机床
2、高速高效机床中的应用
高速加工的目的之一是提高生产效率,机床制造公司发现提高生产效率的方法不仅仅只是提高切削速度,几个工位同时加工同一个工件的不同部位同样可大幅度提高效率。这种机床不仅需要具有多通道的数控系统,而且需要具有“序列编程”功能将一个工件的程序分配到不同的工位加工。西门子公司的840D数控系统的“序列编程”已成功地应用于该类机床。
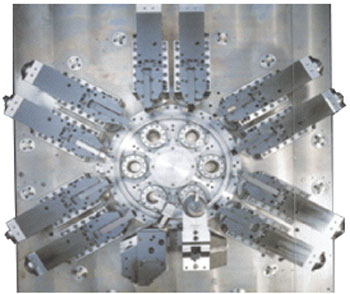
多工位车床
3、直接驱动系统中的应用
直接驱动技术为数控机床机械结构带来了一次革命性的变化。传统的传动系统是将伺服电机旋转运动通过丝杠转换为直线运动,在传动链上的连轴节、减速机构、丝杠产生的弹性变形和间隙,都会性影响传动系统的动态特性,因而成为实现高速加工的一个技术瓶颈。使用直线驱动技术,电机直接推动工作台,省掉了连轴节、减速机构和丝杠。
西门子公司的直接驱动电机1FN2和1FN3系列,历经数十年的应用考验,已被世界著名的机床制造厂应用于批量生产的数控机床中。我国也有许多机床制造厂成功地将西门子公司的直线驱动系统应用于自行设计的数控机床上。
4、超精密加工
超精加工,特别是超小型零件的加工,也是数控机床的一个技术难点。超精加工是机电配合的结晶,它不仅需要超精密的机床设计、加工和装配,而且需要高精度的控制系统。西门子公司的840D在超精加工机床上取得了许多成功的应用。
五轴加工
5、五坐标加工
五坐标加工在航空工业和汽车工业上都得到了广泛的应用。比如飞机机构件的加工,汽车模具的加工等。五坐标加工机床数控技术是设计制造难度最高的数控机床:
□ 机床设计制造的难度大——例如单方向摆动主轴,和双方奔驰汽车公司发动机生产线的网络集成向摆动主轴的设计制造和装配;
□ 数控的控制功能复杂——例如几何坐标系到轴坐标系的转换、三维刀具参数补偿等;
□ 用户编程的难度高——五轴的直线插补,仅仅是空间曲线的近似。如何描述带向量的空间曲线、如何利用数控系统提供的五轴编程指令就成为五轴机床应用的关键。
西门子公司的840D不仅可以实现多达31个坐标轴和多达10个通道的控制,而且还可以实现三维刀补以及提供了丰富的五轴控制的编程指令,例如TRAORI,TOFRAME等。
6、网络集成
汽车工业中的发动机生产线,往往需要多台数控机床配合工作,共享加工程序、刀具数据、数控机床之间的数据交换、数控机床与加工管理系统的数据交换、管理系统对数控机床的调度控制等。实现上述功能的基础是网络。西门子公司的840D和810D的人机界面的硬件采用了PC硬件,具有内置的网络接口,采用了Windows XP操作系统。这种配置不仅适于网络的连接,而且在Windows环境下易于各种软件的集成。西门子公司推出的TRANSLINE 2000软件在国际著名汽车制造厂得到了广泛的应用。
近年来中国的经济取得了令世人瞩目的发展,汽车工业的迅速崛起,带动了制造业的飞速发展,使中国成为机床的生产和消费大国。机床市场的需求也带动了数控技术的高速发展,数控技术也必将强力助推数控机床的向前发展。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖