机床偏心主轴的加工方法
用于汽车零件内孔加工的数控镗床,为了控制在纵向进给的同时能够横向进刀,以加工异形内孔,其主轴结构为内外轴偏心直结式电主轴。这种主轴的偏心结构和精度要求使其制造难度较大。从1958年中国研制出第一台数控机床以来,受政策法规引导的相对滞后和产业化水平较低的制约,尽管在中低档数控机床上,借助于国外先进技术的支持,解决了可靠性和稳定性问题,基本满足了国内低端市场的需求,但是在高档数控机床领域,许多重要的功能元部件、自动化刀具和高档数控系统仍然处于较低水平。
汽车技术的迅猛发展,带动了模具制造业和汽车零部件制造技术的日新月异,而数控机床作为承载和实现的载体,许多新技术如五面或五轴联动、双主轴/双刀塔机构、线性滑轨的广泛运用,内藏式主轴、电主轴、高速直结式主轴、预拉伸精密滚珠丝杠以及米汉纳铸造机体等均在国内机床业取得了长足的发展。
用于汽车零件内孔加工的数控镗床,为了控制在纵向进给的同时能够横向进刀,以加工异形内孔,其主轴结构为内外轴偏心直结式电主轴,内轴相对于外轴的偏心量在1-5mm之间,内外轴间的相对位移可以获得径向进刀。这种主轴,内外轴长度均达1000mm,属细长轴范畴,其偏心结构和精度要求使其制造难度较大。经过多年的改进和探索实践,摸索出了一套行之有效的加工方法。外主轴的工艺步骤如下:
由于主轴的工艺过程较为复杂,数控车铣、镶偏心套、半精磨、精磨和氧氮共渗氮化是较为关键的工序。
数控车铣(加工外部结构并代粗磨)
受氮化工艺氮化层深度(氮化时间30h)不超过0.6mm的限制,主轴在氮化前,为后续工序所留余量不宜过大,氮化后的实测硬度曲线如图1所示。
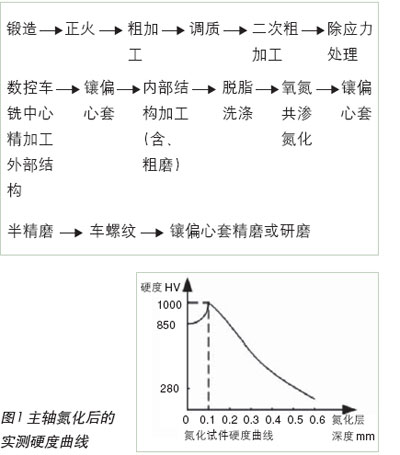
氮化是为了获得较高的表面硬度、耐磨性、抗疲劳强度和耐腐蚀性。实践和实验表明单面留0.1mm余量,精磨或研磨后仍能保持0.32-0.4mm厚的氮化层。其硬度也最接近硬度最大值,最高可达HV942。
但由于主轴结构复杂,长度较长属细长轴范畴,精度要求较高,其双面0.2mm的余量要求,在普通车床上很难保证获得均匀的余量和形位公差要求,而在数控车铣中心加工,就变得轻而易举,还可以省掉一次镶偏心套和粗磨工序,图2为机床偏心主轴的加工实例。其加工参数如下:

□ 主轴夹紧压力为:160Psi(过高会夹裂主轴前端薄壁或变形)
□ 液压卡爪:材料为35#自制软爪,单爪夹紧接触面不小于2cm2
□ 气压:0.52Mpa
□ 尾座顶紧压力为:280Psi(过高会导致主轴加工中的振动加剧或弯曲)
□ 主轴定位时夹紧压力为:220Psi
□ 冷却液类型: 1 :4的水溶性冷却液
□ 切削用量:
a)粗车:主轴限速 G50S1000;主轴转速 G96 S150 m/min;切削速度 F=0.25mm/r;s刀尖RR=0.4mm;
b)精车:主轴限速 G50S1500
主轴转速 G96 S205 m/min;切削速度 F=0.13mm/r;刀尖RR=0. 4mm (过大的刀尖R会导致振动加剧)。铣削:铣削动力头限速G50S3500;铣削动力头转速 G97S600r/min 。
M33
铣削速度 F=40 mm/min;夹紧压力 高压夹紧 1050 Psi
钻削:钻削动力头限速G50S3500;钻削动力头转速 G97S600r/min 。
M33
钻削速度 F=60 mm/min(每次进刀深度不大于45mm);夹紧压力:低压夹紧 750 Psi;螺纹: 主轴转速 切主轴尾端螺纹主轴转速 G97 S100;切主轴头部螺纹主轴转速 G97 S500;切螺纹速度 F=螺距。
以上用量为实际加工用量均小于理论用量20%-70%,由于是细长轴加工,上述数据可适当降低,但不能提高,否则会造成共振或工件振动,影响加工质量。另外由于氮化后螺纹会有很大的脆性,氮化时所涂的氮化保护层,对螺纹的保护效果不是很理想,所以工件上锁紧用螺纹处在车铣加工时预留1mm余量,氮化后磨掉氮化层再车制锁紧螺纹,可以获得理想的螺纹性能。
氮化
氮化是为了获得很高的表面硬度(最高可达HV1000)、耐磨性、抗疲劳强度和耐腐蚀性。其工艺过程及参数如下:
□ 装炉温度:室温-560℃之间,将10-15g氯化氨用200g干燥河沙盖住,放在工件底部。
□ 升温阶段:压力范围为-0.07--0.06Mpa
□ 保温阶段:压力范围为-0.07--0.02Mpa
□ 停炉冷却:压力范围为-0.07-0 Mpa停炉时,除仪表开关外,关掉所有开关,并打开炉罐的放气阀开关炉内与炉外的压力平衡后出炉。出炉温度必须在300℃以下,以防余氮在高温下形成火球伤人。□ 氮化时间:根据工件重量结构和氮化层深度要求,主轴氮化时间控制在24-30h之间。一般选用24h,氮化层深度可达0.48mm,氮化层表面硬度为HV850,0.1mm层深处可达HV940。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖