保证驾驶室的高质、高效焊接
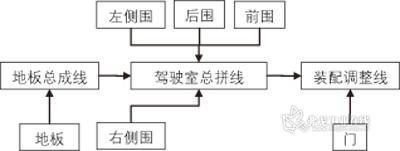
图1 工艺布局
焊接作为驾驶室成形组装的重要工艺技术,在汽车改型、换代工作中具有重大作用。要实现驾驶室的高质、高效焊接,不仅要对生产线进行合理布局,充分考虑生产线和焊接部件的特点,而且要在焊接过程中就做好焊接质量控制工作,同时,辅助焊后检测。
汽车制造业作为国民经济的支柱产业,推动了国家经济的发展和社会的进步,同时不断发展的使用需求也促进了汽车工业的快速发展。尤其重型汽车在最近20年间的迅猛发展,吸引了国内外汽车集团和企业的关注。重型汽车的品牌、车型犹如雨后春笋般层出不穷,在满足不断发展的市场需求的同时,也使重型汽车事业繁荣起来,使得国内汽车工业的发展不断地接近西方发达国家。
汽车驾驶室作为商用汽车的“门面”,其形态和性能的发展代表着商用车本身的发展和进步。重型汽车驾驶室从原来注重基本操作功能和实用性的简单盒式结构(最典型的是20世纪六、七十年代色彩单一的方脑壳)发展到今天,形状更加丰满、美妙,色彩更加艳丽、光鲜,功能也更加丰富。人们在注重安全、可靠和实用的同时,不断提高其舒适性和环保性,很多客户提出了具有自己地域和企业特色的更多需求。焊接作为驾驶室成形组装的重要工艺技术,在汽车改型、换代工作中发挥了巨大作用。以下根据上汽依维柯红岩商用车有限公司新工厂的建设,简要谈谈优质、高效的驾驶室焊接技术。
合理布局 理顺物流
重型汽车驾驶室因其功能和结构的需要,其组成的主要部分为钢结构。焊接是其基本的组装工艺,结构材料因设计的需要具有一定差别,但是对焊接的高质、高效要求却是一致的。
简单来说,驾驶室是一个六面体,前、后、上、下、左、右,加上两个车门构成八个组成部分,这八个组成部分即是八个基本的单元体,驾驶室组焊车间也就围绕这八个单元体展开。按照产品结构树的特点布局驾驶室总组装线和各个单元体的焊装线,以驾驶室底板和总组装线为主干布置在车间中部,其他为枝叶,按照结构分列主线两侧,底板焊接完成后进入总装线。同时,厚板、左右侧围、前脸及顶盖按顺序陆续进入组装总线,在调整线上安装车门。最大限度地减少物流交叉和重叠,避免产品倒流,并且考虑与冲压、涂装工艺流向的一致性,确保整个工厂物流的一致性。
这样布局的优点是,物流通畅合理,没有交叉和重叠,减少搬运量,避免了挤压和磕碰伤的可能性。各条线的节拍容易协调一致,保证整个车间的生产均衡进行(见图1)。

图2 悬挂点焊机
焊装夹具与工位器具
根据单元体构成和总装线的特点,采用固定点焊机、螺柱焊机、悬挂点焊机(见图2)及中频一体化焊机等保证不同部位的不同焊接要求。同时,按照部件结构特点采用模具、夹具(见图3)和工位器具。具体来说,主线采用板链输送,各大部件上主线选用专用输送吊具和电动葫芦,充分利用空间,减少物流交叉。
整个驾驶室焊接车间共新增各类焊接设备等300多台套,工艺设备投资4 000多万,生产节拍为10台/h,可满足每年4~6万台的重型车驾驶室生产。

图3 焊装夹具
过程控制与测量
众所周知,焊接结果具有不可测量性,因此,焊接质量的控制不能仅依靠单纯的事后检验,而应考虑让过程受控。只有控制好过程,才能生产出符合质量标准要求的产品。因此,在新工厂建设中,我们采用过程控制与事后检测并举的双轨制质量控制办法。
在单元体焊装过程中主要依靠焊接夹具、模具来保证质量,点焊工序会按时进行焊点强度和性能测试。依据测试结果调整电流、电压等焊接参数,保证点焊过程受控。对焊接夹具进行定期检测。驾驶室总装后,用专用检具进行检查,对焊缝强度、焊角高度及表面质量等进行抽检。用柔性测量架、专用检具按班检查,同时车间还配备有三坐标测量仪按班抽检产品精度。这样通过将工艺装备配置、工艺参数控制、过程监督测量、夹具、模具、检具控制、定点与抽检相结合,完工与过程并重,有效地保证了驾驶室的焊接质量。
经过1年的运行,驾驶室焊装车间已生产各类驾驶室本体近2 000个,为上汽依维柯红岩商用车有限公司的新产品开发和整车生产发挥了极其重要的作用。目前,开发生产的杰狮旗舰版、标准版以及轻量化红岩汽车获得了市场和行业的一致好评。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖