高强度钢板成形性能研究

图1 B柱内板制件
本文提供了高强度钢板汽车制件成形分析和冲压工艺问题的典型案例,总结了高强度钢板的一般特性,积累了一些经验数据,为高强度钢板的性能研究和类似制件的冲压工艺提供了参考依据。
高强度钢板定义及分类
高强度钢板是一个相对概念,各个汽车厂乃至国家都没有一个统一的标准。依据钢板的强化机制、强度水平和组织特点可划分为不同的钢种类型。按屈服强度划分:将屈服强度为210~550MPa的钢定义为高强度钢(HSS),屈服强度超过550MPa的钢定义为超高强度钢(UHSS)。按抗拉强度划分:抗拉强度低于270MPa的钢板,主要是用作面板的IF钢和低碳钢,规定其为低强度钢;抗拉强度在270~700MPa的钢板属于高强度钢,超过700MPa的钢板为超高强度钢板。
目前我们接触到的材料主要包括国内的宝钢、日本的新日铁以及美国和德国的高强度钢板,经常遇到的问题主要是析出强化和组织强化的低、中碳钢板,本文也主要针对这种类型的钢板进行分析阐述。
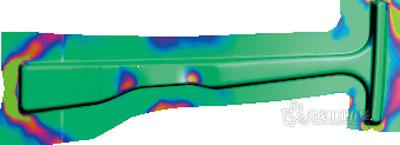
图2 B柱内板成形分析
典型案例分析
1.高强度钢板B柱制件
(1)制件分析:制件为典型B柱内板,外形如图1所示,零件尺寸为:1380mm×400mm×175mm;零件装配关系复杂,要求的装配面多且精度高。材料为EN 10 268-H320LA,材料抗拉强度σb≥400N/mm2,料厚1.75mm。
从整体上来看,该零件属于细长的柱类高强板零件,1.75mm的材料厚度使得压边力和成形主压力要求很大。经过成形分析(见图2)发现回弹变形和扭曲极大,回弹量最大区域为5mm、扭曲量最大区域为8mm。由于改制件焊接采用激光焊,要求制件具有很高的形状精度。
为此,我们提出了三项解决方案:数模上预估回弹量;针对指定的位置调整拉延筋阻力;将整形模法兰面进行反向回弹修正。

图3 B柱加强板制件
(2)问题描述及处理:经过回弹处理过的数模还是没有完全达到理想情况,实际扭曲量仍然有3mm,针对零件成形中出现的问题,我们首先实施第二种方案,在板料的对角反向加强进料阻力,另一对角方向减小进料阻力,并交替实施,然后对比调试效果。经对比变形改善情况,发现仅有1mm的改善,此方案不足以解决最终问题,被否定。
将拉延模型面按工序件的回弹和扭曲反向修正,改善非常明显,工序件在修边工序的定位得到了很大的改善。在整形模上,我们对法兰边进行回弹修正,经过试模制件,回弹量得到较大改善。
经过整形,完成所有工序的冲压,最终制件经过测量和试拼,零件满足试拼精度。
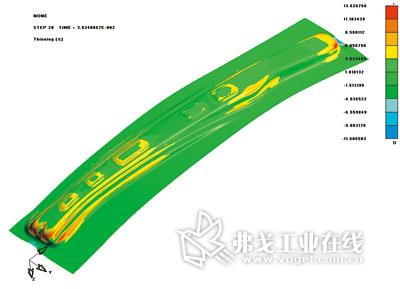
图4 B柱加强板的成形分析
2.超高强度钢板制件
(1)制件分析:图3所示制件为B柱加强板,材料为Domex 700MCD,σb=800~950N/mm2,ε≥10%,料厚2.25mm。零件装配关系比较复杂,主要搭接面在端部的舌片、两侧翻边和顶面,主要配合零件是B柱内板。
(2)问题描述及处理:该零件在整个调试过程中,由于工序件整体刚性太强,成形所需压边力和主压力非常大,主压力达到了1400t。最初,零件的精度问题反映在两侧翻边的回弹和延长度反向上的回弹,其回弹量分别为3mm和12mm。成形以后零件形状非常稳固,从该零件的装配及搭接情况来看,要求零件两侧的翻边和端部的舌片必须形成负差,零件顶部的各处搭接区域必须贴合,该零件也存在拉延工序以后工序件变形较大的问题,造成修边工序定位困难。

图5 浅拉延的高强度钢板制件
为了改善零件的精度,我们采用了以下几项措施:增加压边力和机床主压力;在OP10工序拉延模具上进行纵向型面的回弹修正;在OP40工序翻边整形模具上进行横向的翻边回弹修正;在OP40对舌片进行翻边回弹修正。
图4所示为B柱加强板成形分析的“Thinning图”,该制件材料强度相当高,在成形和控制回弹上非常困难,前期回弹分析数据也很不准确。
针对零件的横向回弹问题,在OP40工序翻边整形模具上进行横向的翻边回弹修正,经历了多轮的修正试拼过程,回弹修正量由2mm开始,最后加到了6mm的修正量,零件在用户方试拼通过。
3.高强度板制件的浅拉延
(1)制件分析:图5所示制件为某越野车高强度板构件,材料为BH260,料厚2mm。从材料上看,σb=380a,σ0.2=280a,δ≥33%,强度不是特别高,有一定的延伸率。从形状上看制件较浅,成形应该比较容易。我们决定采用常规的冲压工艺方案:拉延-修边-翻边、整形-冲孔、切开。

图6 成形分析显示局部变形不充分
(2)问题描述及处理:拉延工序件翘曲,在修边模上上翘7~8mm,制件定位很不稳定。从成形分析看估计是转角部位材料变形不足造成的(见图6)。但通过调整压料力和加强局部筋后该问题没有解决。
经分析,制件拉延深度较浅,变形不充分。转角角度大、圆角R大是造成翘曲回弹的主要原因。更改数模,将2处转角R从50°变为30°,拉延效果并不明显。
经与用户协商,在转角处增加了3处加强筋(见图7),翘曲得到了一定的改善,但仍然有3mm回弹。剩下的回弹量通过重新构造拉延数模、更改两处转角角度得到解决。经过处理,拉延回弹基本消除,后工序贴型较好,通过第三序的整形后制件精度达到了要求。
高强度钢板性能总结
高强板零件在冲压全工序完成以后的品质与诸多因素有关,在此我们仅针对高强板的抗拉强度对应的不同N值、r值这些重要特性及其对制件质量的影响和对策进行讨论。

图7 制件数模整改
1.高强度钢板性能分析
高强度钢板所表现的性能是拥有较高的抗拉强度、较低的屈降比和较小的材料延伸率。材料成形困难、容易开裂、成形后回弹大,且回弹数值不易控制。相对于不同制件其表现的状态也不一样,统计的经验数据准确度不高。
对比普通钢板和高强度钢板的材料性能(见图8)。随着材料抗拉强度的增加,成形曲线更平缓,屈降比更低,N值更小,制件变形余度更小。N值大,表示材料的变形抗力随变形的进展而增大的速度高。
因此,在同样的条件下,N 值大的材料在成形中不易出现局部的集中变形和破坏,能扩展变形区,使变形均匀稳定;r值大的材料,厚度变薄量小,起皱的趋向降低。采用高强度钢板后,由于钢板本身的化学成分、组织和材料的变化,因而对冲压成形和其他制造技术有不利影响。随着强度的提高,N值、r值和延伸率等特性在很多情况下都低于低碳钢。表面翘曲度θ即回弹,也是反映钢板成形性能的重要指标之一,屈服强度越高,回弹越大,N 值低,不产生应变扩散,易于产生形状不良。
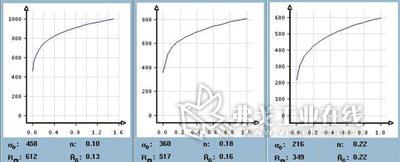
图8 从左至右依次为JAC590、JAC440和SPCC270材料的性能对比
图9是“几”型制件的回弹模拟,可以看出,随着板料强度的提高,制件顶部上凸更加严重,侧壁内凹、法兰上翘,侧壁高度也比理论值短。
2.高强度板对精度的影响及对策
(1)弯曲成形时的回弹因素:零件在弯曲时,回弹量与被成形的零件材质强度有关,当零件弯曲成形以后回弹量(θ)与材料抗拉强度σb有成正比的关系。整形模对于控制高强度板来说是相当必要的,特别是对于有装配要求的制件必须要有专门的整形工序。下陷、台阶的整形量应考虑补偿值,数据因制件的形状差异和材料强度的高低而不同,一般来说增加1.5~2mm是可行的;侧壁的角度小于15°时最好的整形方式就是使用斜楔,垂直方向的整形效果不大;对于内凹的侧壁整形,最好先处理侧壁数模,做成外凸的形状;整形法兰面的圆角通常会出现面上翘的情况,需要更改法兰面角度匹配;整形翻边圆角对控制回弹有一定帮助。
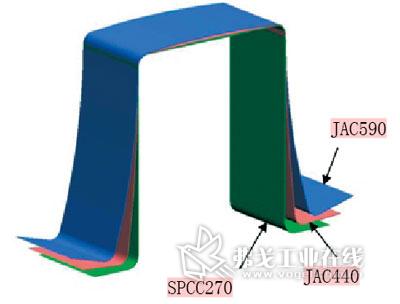
图9 “几”字型制件的回弹模型
对策(针对侧壁回弹):排除模具间隙;增加侧整形工序,形成负角补偿;加强翻边镶块背靠强度;对于有开角的翻边,事前作出负角补偿;对于平面凸模顶部,事前作出凹型型面;拉深时将凸模R加大,翻边整形工序,将R整小到位。
(2)侧壁翘曲的因素:侧壁翘曲分为外翘和内翘两种,通常我们所遇到的翘曲一般为外翘,但是也有内翘的情况发生,是外翘还是内翘,这与凹模口R和材料厚度及压边力的大小有着直接的关系,在做事前补偿时非常有用。在材料特性的影响中,强度越高则侧壁的翘曲量越大,且随着板强度的增加,因回弹而产生的向外翘曲的倾向也越强,即使是同一等级的钢板,翘曲倾向也有不同,复合组织钢(DP钢)比一般的高强度钢板(HSLA)有更强的向外翘曲倾向。
对策(针对侧壁翘曲):高强度钢板具有强烈的外翘现象,可利用减小模具R值的方法来解决;对于软钢板内翘现象,可以加大压边力,使得侧壁受到拉应力而获得解决。
(3)制件扭曲的因素:一般来讲,我们所遇到的高强板大多都具有比较高的屈服应力,材料的屈服强度愈高,成形中产生的应力愈大,较易造成较大得残余扭曲力矩,因此,当模具卸载以后,其扭曲量也比较大。
对策(针对制件扭曲):通过CAE精确分析,在数模阶段设计补偿量;最直接的办法就是追加加强筋;改变高强板种类,采用复合组织高强板;增加对R的整形工序;增加过压量;整形工序移至修边前进行。
结语
高强度钢板的成形性能研究是个世界性的课题,各国都在致力于新钢板的开发及其性能的研究。从前的高强度钢板,拉延强度虽高于低碳钢板,但延伸率只有后者的50%,故只适用于形状简单、延伸深度不大的零件。而在低碳钢内加入适当的微量元素,经各种特殊处理轧制而成的,具有更高强度、更好延伸率的新型高强度钢板已经在逐步推广使用,同时高强度钢板热成形技术也逐渐被各主机厂纳入重点关注的范畴。
日本、美国、德国和法国等国在该领域的研究都处于先进水平,材料的研发和性能的不断提高是汽车工业发展的大趋势,我们对高强度钢板的了解和研究也将是一个不断完善和超越的长久过程,振兴中国的汽车工业和模具工业需要我们的持续努力。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论