重型卡车转向节自动加工线的开发
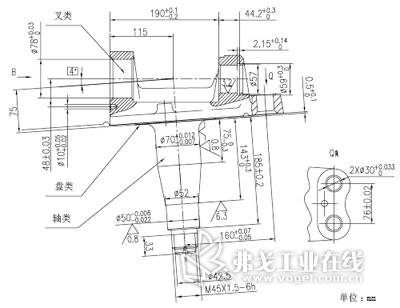
图1 转向节的结构
基于柔性制造技术理念,以“突破传统和创新流程”为目的,中国重汽集团广泛应用集成加工和复合加工技术,策划了全新的重型卡车转向节加工流程和制造工艺,结合当今成熟的CNC机床、机器人和自动化技术,开发并实现了重型卡车转向节全自动加工线的应用。
柔性化生产和精益化制造已成为汽车零部件制造业追求的理念,高质量、高效率和低成本运行的生产制造系统为汽车零部件企业的迫切期望。基于柔性制造技术理念,以“突破传统和创新流程”为目的,中国重汽集团广泛应用集成加工和复合加工技术,策划了全新的重型卡车转向节加工流程和制造工艺,结合当今成熟的CNC机床、机器人和自动化技术,开发并实现了重型卡车转向节全自动加工线的应用。
零件功能及结构特点
1.转向节的功能
转向节是汽车转向桥上的关键部件,承受载荷,支承并带动前轮绕主销转动,实现汽车的转向、制动功能。在多变的冲击载荷之下,保证行驶操纵和直线稳定性,因此,该零件要求具有很高的强度和制造精度。
2.转向节的结构特点
在重卡上,转向节的结构(见图1)是支承轴、凸缘盘和支架等零件结构的空间组合。
支承轴部分的结构形状为阶梯轴,由同轴的外圆柱面、圆锥面、螺纹面以及与轴心线垂直的轴肩、过渡圆角和端面组成的回转体;凸缘盘部分包括凸缘面、均布的连接螺栓孔和转向限位螺钉孔;支架部分是由转向节的上、下耳和凸缘面构成的支架形体。
转向节由于其特殊的结构特征,决定了其特殊、复杂的加工工艺流程。
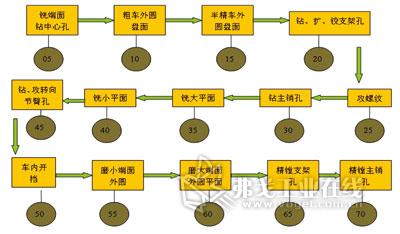
图2 典型的转向节加工流程
1.加工流程及设备
目前,国内外对于转向节的加工工艺多采用由专用机床、通用机床或由专用机床、通用机床和加工中心等组成的加工线,分成十几道或二十几道加工工序。比较典型的加工流程如图2所示。
考虑到各工序加工能力的平衡,比较成熟的一条生产线通常含20~21台设备,70多名员工三班制工作,加工能力约240件/天。
2.典型加工流程分析
典型的转向节加工工艺流程存在下列特征:
(1) 基准多次转换,数控设备难以发挥最大效率,加工产品的精度不稳定;
(2) 各工序单机作业,柔性差,生产管理也同样受到制约,且产品转型局限性较大;
(3) 设备结构和布局限制,生产线较长,生产效率难以实现最大化,精益化管理推行困难。
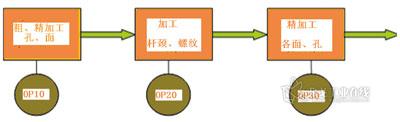
图3 将原加工线的十几道工序复合成三道工序
自动加工线的策划和分析
1.策划目标
重卡转向节自动加工线的目标是:
(1) 实现先进工艺制造技术、信息技术、自动化技术和管理技术的集成应用;
(2) 保证生产线高效率、高质量和低成本运行;
(3) 满足重型汽车对转向节产品变化、制造精度、可靠一致性和生产能力的需求。
2.先进工艺制造技术保证流程再造
在金属切削加工领域,复合加工技术正以其独特的优势,不断拓展应用空间。如复合加工机床一次装夹可实现车、铣、钻、镗和螺纹等多种工序内容的加工;复合刀具实现多工步加工一次成形。其最突出的优点是极大地缩短了工件的制造周期,提高了工件加工精度和品质的一致性。
(1)流程再造的工艺技术分析:基于对复合加工先进技术理念的认识,数控设备的集成、精准、高速、自动化和数字化等功能的发挥,我们对转向节加工工艺进行简约化处理,达到流程再造的目的。经过论证分析,我们将原加工线的十几道工序复合成三道工序是可以实现的,工艺流程如图3所示。
(2)工艺过程难点预测控制:
①OP10的加工只能用毛坯面定位,工件抓取、定位和加工的可靠性和准确性直接影响后续基准和加工精度,乃至设备运行的安全性;
②OP20的加工要实现定位准确、夹紧可靠;系统动静平衡;确保轴颈粗精加工,以车代磨一次完成;螺纹加工准确分度功能实现;
③OP30夹具需要保证定位的准确性,必须具有工件装夹准确检测功能,保证最终相关尺寸和位置的正确性;
④工件状态识别、位置控制、夹持控制以及信息交换等技术的把握;
⑤机器人工件卡爪夹持工件的安全非常重要。当卡爪夹紧时,卡爪其中2个检测夹紧动作的开关动作;当卡爪松开时,其中2个检测松开动作的开关动作;如果夹紧、松开动作异常时,开关信号不正确,系统将发出相应报警信息。

图4 全新开发的重卡转向节自动加工线
(3)柔性制造技术的运用:
①自动线设备可根据所加工产品的需要通过简单的更换夹具元器件,实现零件的多品种加工;
②加工产品的批量可根据需要迅速调整,根据加工产品的性能参数变化可迅速变更并及时恢复生产;
③可迅速而有效地综合应用新技术、新工艺和新刀具,快速改变生产运营效率和成本;
④对产品换型需求变化及特殊要求能迅速做出反应,适应瞬息万变的市场需求。
(4)高速加工制造技术的运用:自动线对机床的要求是高速度、高精度、高精度保持性(工程能力指数Cm/Cmk)和高耐久性运转;对刀具的要求是利用新材料,以达到高的切削和进给速度。
(5)物料输送系统:根据设备布局结构和生产线各环境要求控制分析,结合机器人运行速度和动作精度,设置6台机器人(每条线3台),分别完成各工序间的工件输送、上/下料、状态识别及检测等工作。辅助设施由抓取系统、运行系统、物料输入/输出系统、中间周转/检测系统及各类传感器组成。
(6)控制、信息系统:中央控制台、网络及软件、警示/报警/显示以及安全防护系统。
自动加工线的开发与实施
基于上述策划和分析,我们进行了重卡转向节自动线的设计开发,并得以顺利实施。这条自动加工线(见图4)由计算机网络全方位控制,通过机器人完成数控加工中心与车铣复合加工机床的工序交换,实现了全线从毛坯到成品的自动化制造,将原来多道加工工序压缩为三道,达到集制造加工技术、自动化技术和信息技术于一体的柔性制造技术的应用。
1. 中心控制系统
转向节自动线由CNC机床、机器人、上下料装置、周转/检测台及操作台组成,这些部分的动作和逻辑控制由系统主控部分负责,系统主控采用日本三菱的Q系列大型PLC。

图5 机器人将加工完的工件取出
2. 自动线运行过程实效
(1)将工件毛坯放置到上料自动输送装置上,上料装置检测开关检测到有工件时开始运行,将工件运送到等待位,等待位检测开关检测到有工件时,机器人执行抓取工件程序,将工件抓到机器人卡爪上。
(2)加工完毕后,机器人执行上下料程序。机床夹具松开,机器人将完成工序加工的工件取出(见图5),然后将毛坯工件装入机床夹具;夹具夹紧动作准确完成后,机器人移动,将已加工工件放入周转/检测台。
(3)通过同样的控制方式实现OP20的工件自动装卸。
OP20复合加工机床尾座上加装了3个接近开关,加载工件时顶尖向前,顶住工件时,触发装载到位接近开关,发出装载完毕信号;当无工件时,顶尖向前触发顶尖过位开关,当顶尖退回时触发退回到位接近开关,发出退回到位信号。
在OP20工序增加了工件在线检测功能。当线外检测台发出要求检测的信号时,机器人将工件放到检测台上(见图6),检测完毕后按下检测完毕按钮发出检测完毕信号,机器人再将工件从检测台上取下。如果没有要求检测信号,则机器人直接将工件放入下一工序的周转/检测台上。
OP30工序的工件加工完毕后,机器人将工件放置到下料输送装置上,当下料装置的检测开关检测到有工件时则装置运行,将工件向外移送一步,等待操作工将加工完的工件取走。该工序同样增加了工件在线检测功能。
先进技术及先进工艺的应用
自动生产线运用了先进的自动物料输入/输出系统、工件自动准确定位系统、气密检测系统以及状态识别、在线诊断/检测、刀具寿命管理、破损检测系统和加工管理系统,先进的柔性复合加工技术和以车削代磨削等多项先进技术创新了重型卡车转向节的加工工艺。

图6 机器人将工件放到检测台上
1. 自动线夹具和气密检测系统
在每台机床的夹具各定位面上配有气道结构,工件正确定位后即可把气道封闭,否则会漏气。气密检测系统的应用保证了无人操作的自动线上,系统能够准确判别出工件在夹具中的定位及夹紧状态。
2. 刀具寿命管理和破损检测系统
自动线配有刀具寿命管理、破损检测系统。系统中备有各类关键刀具的径向及轴向尺寸的参数记忆,刀具在加工完成后需移动至检测开关位置进行检测,如与正确记忆发生偏差,系统将发出报警信号。
3. 数据管理系统
自动线配有先进的数据管理系统:
(1)生产运行的管理:每台机床的输入输出运行状况和生产量的记忆(包括每个时段、每小时、每个班、每天和每月的产量运行状况)在显示屏上一目了然。
(2)设备运行的管理:自动线上6台卧式加工中心、2台车铣复合加工机床及3台机器人在总控制台显示屏中均有标识,通过不同颜色显示设备运行状态。设备如出现故障,系统也将准确显示故障的原因。
(3)工件上下料及安装运行状态的管理系统:工件在运行或安装中发生异常,系统也将报警显示。
4. 在线诊断、检测
自动线在每个工位旁均设有线外检测平台,机器人将按照设定的程序和工艺要求的检验频次,按程序将工件放置在检测平台上,操作工检测后发出信号,合格件通过机器人送至下一道工序。
5. 以车削代替磨削新工艺
以车代磨的优点是:加工效率高,设备投资少,维护费用低,适合柔性生产要求。同时,车削是洁净加工工艺,可使零件获得良好的表面加工质量。
结语
由我们自主开发的转向节柔性自动加工线,具有高精、高效率等特点,生产线仅需操作工36人,与原来两条转向节线所需168名操作工相比减少了132人,仅此一项年可节约人工成本264万元。自动加工线的生产效率比由专机组成的加工线提高了30%,年利润增加近1000万元。同时,消除了人为因素在生产制造过程中的影响,极大地提高了工程保证能力,体现了产品制造的高品质和高一致性。
该生产线方案新颖、简捷且超前,加工流程自动化程度高,产品质量稳定,获得国内外许多用户及同行的赞誉。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论