改善重型驱动桥的密封性能
针对重型卡车在恶劣路况下出现的驱动桥主减速器与桥壳联接螺栓松动失效问题,中国重汽济南桥箱公司技术人员通过改进联接螺纹形式,采用施必牢防松螺母和丝锥成功解决了这一问题,同时也显著降低了驱动桥壳的加工成本。
2009年为满足矿用车市场需求,中国重汽开发出了适合在矿山环境下使用的专用车型。但由于使用环境恶劣,2009年初我公司生产的AC16矿用车桥出现多例信息反馈反映主减速器与桥壳的联接位置出现漏油故障。通过对AC16矿用车桥进行故障分析,发现主要是螺栓失效松动造成的。原结构采用通用的防松结构,即弹簧垫圈加螺纹紧固胶,由于该种车辆使用环境恶劣,超载现象严重。致使常规防松技术已经不能满足要求。由于螺母的松动,导致桥壳与主减速器之间发生相对微量滑移,从而使得他们之间的联接螺栓折断,桥壳的螺丝孔产生裂纹。
改进方案
为解决问题,我公司技术人员与质量部售后服务室、重汽服务站等单位多次讨论和确认。由于我公司重型汽车吨位较大,工况复杂,在采取了紧固件涂胶、采用弹簧垫圈、采用双头螺柱等多个解决方案后,效果没有得到明显好转的情况下,我们协同上海底特精密紧固件有限公司有关技术专家对重型汽车驱动桥漏油失效进行了研究和分析,并确定了采用该公司防松技术进行试验和验证的实施计划。
1.首先在客户反馈量比较集中的服务站进行施必牢螺母安装实验,对有漏油情况的车辆更换该螺母并对螺母使用情况进行跟踪。采用3种试验方案:
(1)16个螺母全换成施必牢防松螺母跟踪试验;
(2)把其中的4个细牙螺母换成施必牢防松螺母跟踪试验;
(3)把当中的12个粗牙螺母改成施必牢防松螺母跟踪试验。
2.若使用情况效果明显则进行第二阶段内容,即对该防松技术实施的工艺性进行认证,桥壳的加工工艺如何进行调整,施必牢刀具的性能和成本及实施检验的手段确定。
3.向设计部门汇报技术实验研究的情况和结果,并建议适合该防松技术的部位采用该结构,提高整车质量和设计水平,降低售后漏油故障率,在公司内推广施必牢防松技术。

施必牢防松技术原理
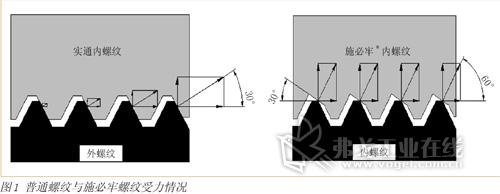
施必牢螺纹与普通标准螺纹有着本质上的不同,施必牢螺纹具有独特的结构。在阴螺纹的牙底处有一个30°的楔形斜面,当螺栓螺母相互拧紧时,螺栓的牙尖就紧紧地顶在施必牢螺纹的楔形斜面上,从而产生了很大的锁紧力。由于牙形的角度改变,使施加在螺纹间接触所产生的法向力与螺栓轴线成60°角,而不是像普通螺纹那样的30°角。显然施必牢螺纹法向压力远远大于扣紧压力。因此,所产生的防松摩擦力也就大大增加。同时,阳螺纹牙顶在与施必牢阴螺纹咬合时,牙顶处齿尖易变形,使载荷均匀地分布在接触的螺旋线全长上(见图1),避免了普通标准螺纹咬合时,80%以上的总载荷集中作用在第一和第二牙的螺纹面上的现象。因此,施必牢螺纹联接副不仅克服了普通标准联接副在振动条件下易松动的缺点,而且还可延长使用寿命。
加工和装配的技术要求
通过咨询,我们采纳了上海底特精密紧固件有限公司的建议和推荐参数,制订了适合于公司产品的基本操作要求:
1.外螺纹加工时不得有脱碳层出现,螺纹外径尺寸一定要保证符合国标要求。
2.装配前保持各零部件安装面的清洁。
3.装配时先在外螺纹表面涂少许清洁机油。
4.预紧力矩为粗牙90Nm、细牙120Nm。
5.对强制复紧进行了规定。
性能及可靠性验证
2009年6、7月,我公司和上海底特精密紧固件有限公司共同在山西朔州市北岳售后服务站和内蒙古乌海市海丰售后服务站做了验证实验,试验结果如表所示。
从表中可以看出:不用施必牢和部分使用施必牢防松螺母之间的差异很大,部分使用施必牢防松螺母和全部采用施必牢防松螺母差异也很大。但是即使全部采用施必牢防松螺母,最终仍会发生螺母松动和漏油现象,并未完全解决此类问题。
技术人员对结构分析后认为该部位紧固件联接方式存在问题。此处是采用双头螺柱联接方案:一端旋进桥壳基体里,另一端再用施必牢防松螺母拧紧。虽然外端可以做到不松动,但双头螺柱旋进桥壳基体的那一段,由于是普通螺纹联接方式,不能够保证实际防松要求。
我公司技术人员决定进一步完善螺栓联接方案:用施必牢丝锥来加工桥壳,在桥壳上加工出施必牢螺纹,再用普通标准螺栓旋入。
改进后的车桥结构形式简单,可靠性大大提高,降低了机械加工难度,减少了安装部件,安装操作比较简单易行,综合成本大大降低,可以大批量推广使用。我公司从2010年1月1日开始切换此项新技术,整整一年过去了,售后服务部再也没有接到采用新技术后的AC16桥出现桥壳松动、桥壳漏油这方面的质量投诉,彻底解决了此类问题,为公司直接挽回了上百万元的售后服务损失,同时提高了产品质量的美誉度。
结语
施必牢防松螺母和丝锥应用到重型汽车驱动桥后,有效地减少了联接螺栓松动失效造成主减速器联接平面漏油的故障。截止2010年年底,包括重汽矿用车车桥在内的多个产品应用了该技术,取得了非常好的效果,为企业节约了售后成本。新技术的应用同时带来了加工成本的降低。由于上海底特精密紧固件有限公司提供的施必牢丝锥寿命长,一件丝锥可以加工出的螺纹孔数量超出高速钢普通丝锥寿命10~12倍,而同样规格的普通丝锥加工相同材质的桥壳寿命仅平均为20m,施必牢丝锥寿命达到200~220m,这样既提高了生产效率,同时又减少了操作人员的换刀工作量。由于装配过程不用涂防松胶,不加弹簧垫圈等,减低了辅料和标准件的采购成本。
当前,我国正在逐步开始施行卡车召回制度,这对中国重汽公司来说既是机遇又是挑战。中国重汽敢于采用新技术解决用户问题的积极态度,是我国汽车工业走出国门,成为世界性品牌的坚强基石。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论