CAE技术在纵梁冲压工艺中的应用
采用Dynaform 分析软件进行成形、回弹模拟分析,并对分析结果进行解析、优化和回弹补偿,实现数模再造,从而减少模具调试次数,可有效缩短模具制造周期和制造成本,并保证产品质量。
随着汽车工业的快速发展,纵梁在车身结构中承受整车有效载荷,决定着整车的承载量,关系到整车的安全性能。为了减少整车重量,大部分主机厂都采用屈服强度610 MPa以上的高强度热轧板,厚度一般4~6 mm,既满足车载强度,又满足车辆轻量化的要求。由于纵梁零件具有形状复杂、零件尺寸长、板料厚、屈服强度高、成形后翘曲及扭曲严重等特点,因此,提高纵梁的缺陷预测,提前对可能出现的缺陷采取对策,保证产品质量,经成为模具行业技术研究的重点。
近年来,CAE分析技术逐步被各大汽车模具厂所认知,并用于不同材料的产品冲压工艺成形、翻边以及回弹分析。通过模拟仿真技术优化冲压工艺设计,提前预测产品和工艺造型缺陷,并对回弹、扭曲进行补偿,实现数模再造技术,确保产品最终质量,避免后期模具调试靠钳工打磨、修抛解决缺陷,减少模具实际调试次数,进而达到缩短模具制造周期、降低生产调试成本以及提高企业生产效能的目的。本文利用Dynaform分析软件,以某公司轻卡项目中的左纵梁产品成形、回弹分析为案例,介绍CAE分析技术在汽车纵梁冲压成形、回弹补偿中的应用情况。
产品结构特点
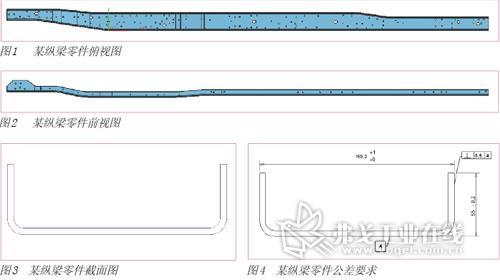
图1为国内某轻卡汽车纵梁零件,材料为高强度热板A610L,t=5mm,材料屈服极限≥610 MPa,零件长4715mm,零件在俯视以及前视方向都存在形状变化。图1为零件的俯视图,图2为零件的前视图,图3为零件的截面图,图4为公差要求。
零件成形特点
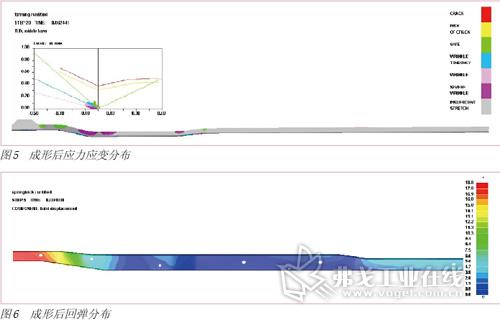
纵梁零件为U形件,采用典形的U形件冲压工艺,并用下模、顶件器和上模的模具结构形式实现成形过程。CAE分析采用顶件器压力200 t工艺,成形后零件应力应变分布如图5所示。图5中,紫色所示面为成形多料区,材料增厚,蓝色所示面为材料变薄区域,材料减薄。成形后中性层最厚处5.256 mm,最薄处为4.554 mm,由于材料为5 mm,成形后材料的厚度方向的应力方向以及大小不完全一致,会引起整个零件长度翘曲、底面扭曲及开口回弹,不能满足零件的公差要求。
根据分析结果得到压制此零件需要1 800 t的压力,考虑一定的安全系数,通常不能选择低于3 000 t的公称压力机床,结合使用厂家的实际情况,我们选择3 500 t的油压机作为此零件的生产机床。
零件成形回弹分析
零件成形过程中,各处受力状态不一致,成形后零件内部的应力状态不同,特别是零件的厚度方向应力状态不一致。压制完成后,外力消失,卸载后,零件处于弹性阶段,内应力重新达到平衡,在达到这个平衡的过程后,应力释放,零件产生扭曲变形。零件宏观表现为长度翘曲,底面扭曲不平,开口宽度超差。左侧部分低于产品最大值18.8 mm,右侧部分低于产品3.7 mm,零件整体有向上弓的趋势。回弹变形扭曲分布如图6所示。
回弹补偿
依据分析结果,结合以往经验,CAE分析趋势与经验值一致,可以依据CAE分析结果进行数模补偿,消除回弹对零件的影响,提高零件的合格率,满足客户装车需求。第一次采用回弹数值按照1:1系数反向补偿的方法进行,然后计算补偿后的回弹,产品与之对比,得到下次的补偿量。回弹值不断地接近产品,经过多次反复补偿,最后补偿量数模如图7所示,其中左侧最大处补偿8mm,右侧最大处补偿7 mm。
回弹补偿后零件与产品的偏差分布如图8所示,零件大部分回弹后的形状处于零件的公差要求内,整体长度翘曲小于4.0 mm,截面扭曲小于1.0 mm,考虑调试的实际情况,满足加工数模的下发条件。

CAE分析与实际调试对比
在实际调试过程中影响模具的因素很多,我们要仔细地观察和分析模具的状态,提高模具研合率,保证合理的间隙,尽量使模具达到理想状态。
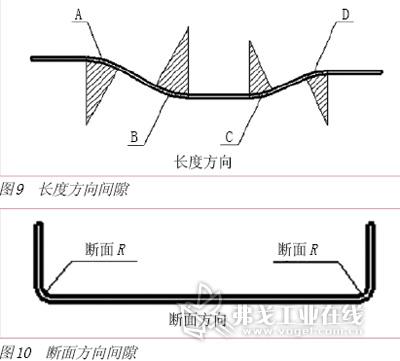
在第一次调试时,由于加工制造精度问题,存在局部间隙不合理的区域,现场重点验证了模具的工作性能以及结构合理性,消除干涉以及确认板料孔位的合理性。实际调试中重点关注了多料及少料区域间隙值,实践表明此区域间隙的合理性对零件的回弹以及扭曲影响较大,在实际调试中,这也是调试改善需要重点关注的区域。初次调试验证后表明,制件大部分处于公差要求范围内,但在多料区域仍存在底面局部扭曲超差现象,同时在右侧端头长度方向向上翘曲3 mm,左端长度向上翘曲4 mm,不能满足交付条件。鉴于模具的现状,决定对模具形面进行局部调整。为了在理论上找到调试改善的方法,结合CAE先进的模拟分析技术,找出影响回弹的关键间隙所在,对图9、图10中影响回弹的几个关键部位间隙值进行比较研究。
通过分别加大图9、图10中各个区域间隙值,达到t+2 mm(t为料厚间隙),一共分析了10种方案,分别与改变前的回弹值作比较,得到各个区域间隙对长度翘曲以及底面扭曲的影响。通过对10个方案的比较,找到了解决问题的理论基础。在实际调试中分别减少B处上模法向高度1.2 mm,减少C处上模法向高度1.8 mm,很好地解决了长度方向翘曲的问题,此数值与理论分析数值相接近。
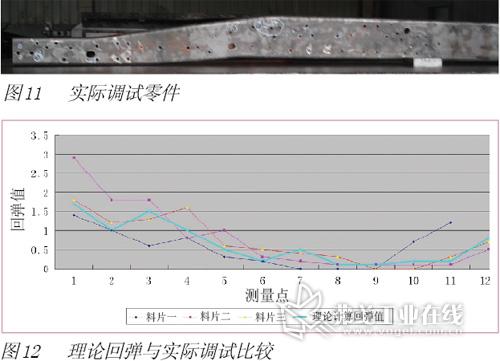
通过对局部底面间隙的合理调整,很好地解决了底面扭曲的问题。图11为实际调试零件局部,图12为实际调试与理论计算值之间的比较。实际调试一共测量了三个料片,由于每个料片都存在细微的差别,调试结果同样存在一定的误差。
纵梁零件模具开发注意事项
冲压工艺中尽量定义出适合位置的定位销,以及尽量多的导正销,注意导正销的强度校核,否则在成形过程中容易失效。顶件器要布置尽量多的顶杆,保证模具各处压力以及间隙均匀一致。保证实际情况与CAE设置条件一致,提高分析的准确率,减少模具调试整改的次数。同时,要注意调试机床实际情况的确认,避免由于机床本身滑块的刚度引起的模具变形问题,带来调试零件的合格率降低。提高模具的研合率、间隙的合理性及模具的符型率,研合率越高,产品越稳定,越接近于理论数据。此外,还要确保生产用的材料与CAE分析用的材料性能一致,不一致的材料会引起不同的结果,甚至可能得出与实际相反的结论。注意调试材料的平整度,一般需要先校平,消除材料初始变形带来的不稳定因素。另外,还要尽可能调试机床与使用机床的统一,避免因为不同机床的参数带来调试零件的偏差,并且提前准备合适的测量工具。同时,模具结构设计要充分考虑现场调试引起的加垫、数控铣等整改要求。
结语
汽车车架纵梁产品模具的开发相对于覆盖件模具来说是一个全新的专业,因产品本身高强度、厚板料尺寸大等特点,造成后期调试零件的扭曲、回弹缺陷。努力寻找合理解决措施是国内外行业面临的一项重大课题,CAE成形分析、回弹补偿是一个反复模拟、逐渐接近产品的过程。每一次模拟后的解析和采取的措施是CAE模拟技术的核心,从理论上获得突破,并将理论分析与实际模具调试的数据进行对比,从而指导分析参数的设置,会逐渐形成企业的核心经验数据库,为汽车模具纵梁零件的开发提供重要指导意义。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖