保险杠注塑工艺分析及注射模设计
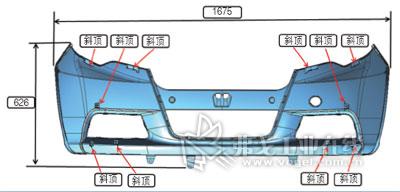
图1 产品动模侧平面
本文通过对保险杠工艺及模流分析,介绍了保险杠模具设计、制造中的难点及注意点。软件工具的应用为模具设计与制造提供了很大的帮助。
随着汽车工业的发展,汽车保险杠作为一种重要的安全装置也走向了革新的道路。今天的轿车前后保险杠除了保持原有的保护功能外,还要追求与车体造型的和谐与统一以及追求本身的轻量化。为了达到这种目的,保险杠大多采用了塑料。本文主要阐述保险杠的注塑工艺分析、模流分析及模具设计和制造中的难点。
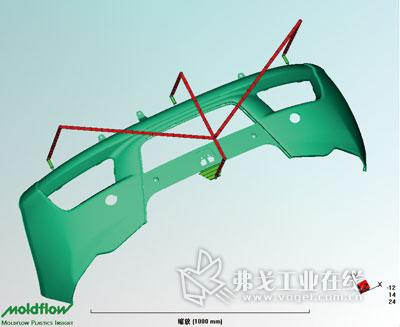
图2 热流道浇口位置
保险杠工艺性分析
保险杠作为汽车的外饰件产品,根据车型的不同,尺寸大小有所不同。图1所示为长城汽车某车型前保险杠,产品最大尺寸为1675mm×626mm×605mm,结构复杂,两侧倒扣采用外拉结构出模,其中雾灯安装点共6个、大灯安装点共4个,全部采用斜顶结构出模。本产品实际生产中材料选用PP-EPDM-TD10,收缩率为1.1%,平均厚度为3.0mm,采用2 800 t注塑机注射成形。

图3 冷却水路
模流分析
在设计大型塑件模具浇注系统时,既要保证型腔充满,又要减少因系统设计不当给制品带来的缺陷。我们采用MOLDFLOW对其注塑工艺性进行仿真分析,根据产品形状和注塑工艺,模具采用4点大水口设计、针阀式顺序射胶,流道采用梯形,中间一侧采用大流道宽度120mm,其余一侧采用小流道宽度20mm,浇口详细位置如图2所示。
冷却系统方面,冷却水路(见图3)采用直通和水塔式设计,定模水路直径设置为19mm、水塔为30mm,动模水路设置为15mm、水塔为24mm,热嘴附近分布水路以增强模具冷却效果并调节模具温度,因此极大地缩短了冷却时间和生产周期,提高了生产效率。
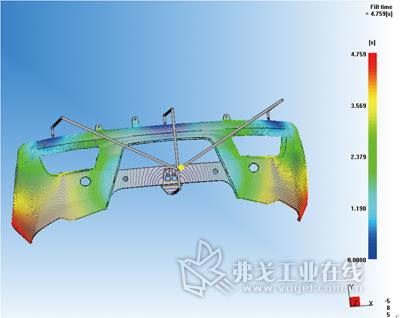
图4 填充效果
通过软件模拟分析,我们得到了如下结果:
1. 如图4显示为填充时间图,图中蓝色处代表填充开始,红色处代表填充末端,分析结果显示产品所需填充时间为4.759s,填充比较良好。
2.从波前温度(见图5)可以看出,最高温度为230℃,最低温度在210℃,说明填充效果合理,没有存在流动过慢和迟滞现象。
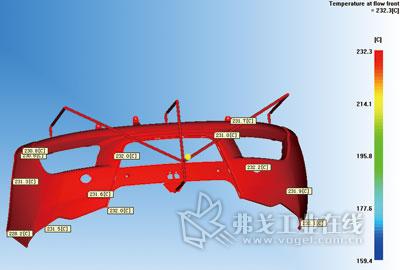
图5 流动波前温度分布
3.图6可以看出注射压力最大为81.07MPa,稍微有点大,后期可从注塑工艺上调整。
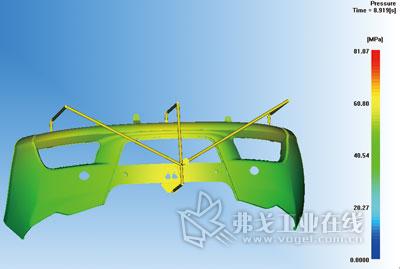
图6 注射压力
4.分析结果显示的溶胶最大剪切速率如图7所示。

图7 剪切速率
5.从最终得到的产品熔结线分布图(见图8)上,可以看出熔接线只有一条稍微长,在可接受范围内,因此模具设计时必须加强排气能力,并对温度加以控制。
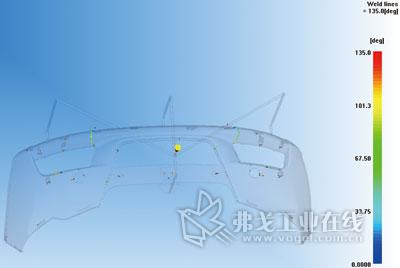
图8 熔结线分布
综上所述,得出如下结论:料的流动效果比较理想,在可控范围内;通过采取延迟不同浇口开启时间的方法,可控制各浇口注塑熔体前锋面的温度、粘度、流动速度和此时的注塑压力等,对熔接痕的形成位置实施动态控制,提高熔体汇合时的熔合质量或使熔接痕处于外观不明显位置,达到提高注保险杠产品质量的目的;产品冷却相对均匀。
模具设计特点及模具结构
1.模具设计理念和特点
(1)动定模固定板采用铸造模座,材质为QT500,动定模为整体,材料为P20,以减少材料节约成本;
(2)充分考虑冷却效果,水路尽可能多地布置,且直径要大;
(3)顶出安全、合理,顶出采用注塑机顶棍顶出,顶出平衡;
(4)分型面设置合理,方便加工和配模;
(5)外拉滑块设计时注意安装孔位的拔模角要足够大,避免拉伤;
(6)配模时注意外拉滑块和定模板要整体抛光处理,消除A面飞边及断差;
(7)产品顶出采用顶块顶出,防止顶白、顶伤等缺陷;
(8)分析产品几何结构,选择好分型面,分型面的设计要便于加工和研配。
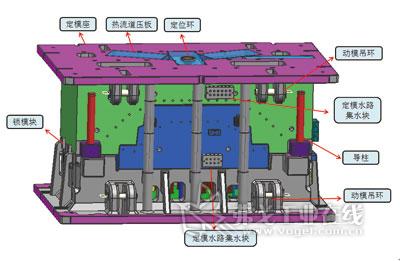
图9 模具基本外观构造
2.模具结构设计
(1)模具基本外观构造如图9所示,模具尺寸为2800 mm×1750 mm×1510 mm,质量为29t。模具基本外观构造包括:动定模座、定位圈、锁模块、水路、水路集水块以及导柱等。
模具基本要求如下:导柱比型面最高点高出30~50mm,在安装时起保护作用;在操作者侧明显位置要装有水路铭牌、模具铭牌、动作铭牌及热流道铭牌;模具动定模冷却水采用集水块一进一出,进水为公接头,出水为母接头,型号为PT1;保证模具天侧至少4个吊装孔。
(2)模具定位导向系统如图10所示,四周有8°锥度配合,起整体模具定位和防涨模作用。定位面全部贴耐磨板,其中有两块0°耐磨板作为研配时基准,导向采用4个圆导柱导向。
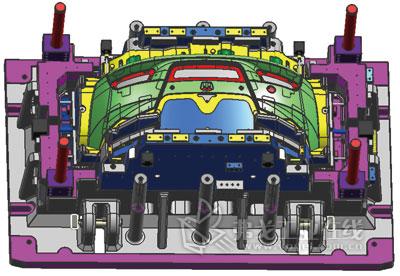
图10 模具定位导向系统
(3)顶块布置如图11所示,定模板、动模板间设置18块均匀分布的承压板,材料使用9CrWMn并热处理;直顶块布置要均匀,在陡峭曲面做皮纹,防止顶出时打滑;雾灯安装螺丝孔采用镶针,镶针采用标准顶针改制。
(4)斜顶顶出 斜顶杆的角度设计为12°,斜顶座采用MISUMI标准件,导向、润滑效果好。斜顶杆直径常设置成25mm以上,否则极易折断;斜顶角度大于斜顶杆角度2°~3°。斜顶复位时,起保护斜顶作用,同时弥补加工角度误差;斜顶材料常用718H或者2738,原则上不能和模仁同材料;斜顶杆和动模板导向采用自润滑式导套的,防止在顶出过程中卡死现象。
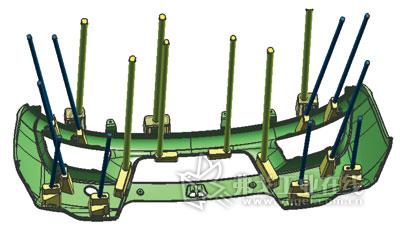
图11 模具顶块布置
(5)支撑柱、行程开关和复位设置 支撑柱尽量在模具中心附加和碰穿孔周边,数量尽可能多、直径做大;滑块全部安装行程开关,采用进退双保险;复位采用氮气弹簧和6个复位杆复位。
模具工作过程
模具开启时,动、定模分开,浇注系统凝料由拉料杆拉住,与塑件一起随动模移动,开模一段距离后,动模停止运动,注塑机顶杆推动推板,推板带动斜顶,推杆推出塑件,合模时推出机构在氮气弹簧和复位杆强制复位作用下复位。
模具设计、制造中的重点和难点
1.保险杠模具属于大型模具,制作周期基本为3个月,须提前完成模具结构设计和模具动定模、板类材料的订购工作。这给设计定购带来压力,必须有丰富的经验累积,将采购工作提前;
2.由于保险杠属于外观件,所以对产品质量要求很严格,对加工精度提出了很高的要求;
3.熔结线的消除。模具试作后,发现熔结线明显,通过改善浇口位置、加强排气及调整注塑工艺等措施予以解决;
4.两侧外来滑块处表面飞边和断差不好保证,产品安装孔拉伤不好解决;
5.动模板斜顶孔深孔加工偏差较大,加工工艺有带改善,以保证装配同心度;
6.模具较重,搬运、周转不便。
结语
汽车的更新换代越来越快,对汽车生产商来说时间就是金钱,所以也要求模具制造周期和单件生产周期越来越短。无论是在技术水平还是产品质量方面对模具制造都提出了越来越高的要求,这也给模具工业带来了很大的挑战。我们通过不断努力在保险杠模具制造方面取得了较大的成绩,希望与同行分享。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖