优化刀具应用,助推高效加工
汽车工业持续的高速发展,高质量、高效率及低成本的生产成为市场竞争的基本要求。高速加工技术集高效、优质和低耗于一身,已成为汽车制造工艺的主流。新产品、新技术、新工艺和新材料不断涌现的同时,对刀具切削技术也提出了新的要求,传统的加工工艺正面临着变革。
随着数控机床向高速、高精和智能方向的发展,汽车工业对数控刀具也提出了新的要求。在实际生产中,正确选择刀具结构和优化刀具参数对于提高加工效率、提升产品质量、延长刀具寿命及降低加工成本起着非常关键的作用。本文以我公司371发动机缸体加工为例,结合实例重点阐述了合理选择刀具结构、合理选择刀具材质以及切削工艺革新的重要性。
合理选择刀具结构
刀具结构的合理选择是高效加工的前提。切削刃具、刀柄和夹头构成了一把可生产加工的整体刀具,刃具通过夹头装入刀柄之中,刀柄与机床主轴相连。整体的刀具连接系统对加工后的工件质量和刀具寿命影响显著,对高速加工的影响更是重大。当刀具以12000r/min以上的主轴转速进行高速加工时,就会出现很多刀具问题,如刀具不平衡、振动带来的影响以及径向跳动量增大等,这些都是导致刀具寿命缩短、产生不良表面质量和造成主轴故障的潜在因素。刀具系统的刚性不足则会导致刀具系统的振动,降低加工精度,使加工表面出现振纹,加剧刀具磨损,严重影响刀具寿命。
1. 缸盖导管阀座加工刀具
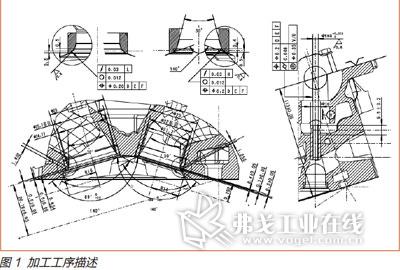
371发动机缸盖导管阀座加工工序描述如图1所示。气缸盖上加工缸盖导管阀座的刀具,自项目调试以来一直存在刀具寿命偏低、刀片崩刃等问题,导致单件加工成本居高不下和员工劳动强度大,经过多次更改刀片均未得到改善。为此,我们引进一种新的刀具结构,首件检测导管孔孔径、阀座跳动和阀座圆度均在合格范围内,现能加工工件300余件。
新的引导刀刀具(见图2)形式为:导管孔引导刀为双刃焊接PCD刀杆,加工阀座孔为4刃口CBN刀片;精铰刀刀具(见图3)形式为:导管孔精铰刀为单刃焊接PCD刀杆,加工阀座孔为4刃口CBN刀片。

新刀具具有以下特点:
(1)刀杆为整体焊接PCD,不需要调整刀具,安装后即可使用,减少了换刀时间,加工产品质量稳定;刀杆可以修磨,直至修磨到足够短时才不可使用。
(2)阀座刀片安装在刀夹上,每次换刀只需刀片转位即可,刀夹已经锁紧在刀体上,因此减少了阀座刀片的调刀时间。
(3)刀体是模块化结构,如果加工其他型号产品,更换刀杆和阀座刀夹就可以实现方便快捷的换型。
2. 孔加工刀具
在前期规划时,371气缸体生产线的孔类刀具多半采用多刃复合式刀具结构,如阶梯钻头、复合镗刀,在一次性走刀过程中可完成不同孔的加工。在刀柄的选用中优先选用HSK系类刀柄,对精度要求不太高的使用热套刀柄,对精度要求高的采用液压刀柄。为确保加工过程中的稳定性,一般不采用弹簧夹套刀柄(丝锥除外)。
在定位销、出沙孔等加工精度要求较高的精加工部位,我们选用玛帕的精密镗、铰刀。此种刀具为单刃切削刀具,刀片采用精密研磨的可转位刀片,刀体上镶有两块以上的支承导条,几乎在刀片进入工件切削的同时,支承导条也紧跟在对应的位置起支撑作用,并吸收切削时所引起的振动和阻力,保证内孔圆度和圆柱度在1~3μm以内,其孔径公差可达H6。
3.平面铣刀
在铣削面时我们多半采用具有密齿、过定位和重复夹紧结构的径、轴双向可调高速密齿型面铣刀。铣刀直径100~250mm,刀具的轴向跳动±0.0025mm。可调整的刀夹必须有定位面的支撑,防止加工中刀具振动引起锁紧螺钉的振动,造成加工刀具的不稳定。精铣刀盘的刀片可通过偏心螺钉进行调整,调整精度达0.002mm。在精铣加工时,采用普通刀片与修光刀片合理布置,刀具的线速度可达500m/min,工件表面粗糙度可达0.7μm,平面度小于0.02mm。
精加工缸体上结合面时,我们采用瓦尔特的F4045面铣刀,刀具直径为200mm,切削刀片为24片,修光刀片为4片,刀具寿命可达800件。
加工特殊部位时,刀具结构的选择需给予一定重视。例如,止推面、缸孔用曲轴孔等部位的刀具选择需考虑到刀具的刚性、让刀和冷却等因素,防止加工中出现振纹、亮斑等质量问题。

合理选择刀具材料
高速加工对刀具材料的要求是:既要有高的硬度和高温硬度,又要有足够的断裂韧性。为此必须选用细晶粒硬质合金、涂层硬质合金、陶瓷、聚晶金刚石(PCD)和聚晶立方氮化硼(PCBN)等刀具材料。这些材料特点各异,适应的加工工件材料和切削速度范围也都不同,只有选择合理的刀具材料才能真正实现高效的加工。因此,我们要按照实际需要来选用合适的刀具材科:粗加工时优先考虑刀具材料韧性,精加工时优先考虑刀具材料硬度。
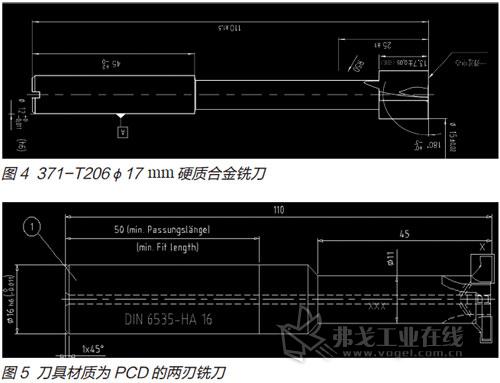
371气缸盖加工螺栓座面的平面直径15mm加工到20mm,前期使用371-T206φ17mm硬质合金铣刀(见图4)进行插补铣,加工参数为S=5300r/min,f=0.15mm/r,但加工质量极不稳定,加工面出现翻边毛刺,刀杆也经常折断,刀具寿命较低,约为150件。此外,由于插补铣6个座面,加工时间较长,严重影响节拍且单件加工成本也比较高。后期我们使用φ20mm的两刃铣刀(见图5),刀具材质更改为PCD,刀具靠主轴定位进退刀具,避免了刀具干涉,由前期的插补铣变成一次性完成加工。更改后的刀具加工参数S=12732r/min,f=0.16mm/r。经验证,刀具寿命提高了40多倍(6956件),加工效率提高十几倍。由于PCD的高速加工,工件表面质量得到了显著提高,避免了毛刺的产生。
切削工艺的革新
新型刀具与切削工艺的革新相结合,可以从更深层次挖掘切削加工的潜力,实现高速切削。例如:用CBN刀具对淬硬工件的以车代磨工艺,用硬质合金螺纹铣刀铣削螺纹代替攻螺纹,避免了丝锥的折断,充分发挥了硬质合金高速切削的优点,正在改变螺纹孔加工低速、低效的现状。复合刀具的应用则节约了刀具的换刀时间、快速移动时间和切削开始前3~5mm的安全距离,大大提高了生产效率。
371气缸体缸孔的加工前期一般都是精加工后进行珩磨,精加工刀具(见图6a)的线速度可以达到400~800m/min,寿命可以达到1000~1200孔/刃标准,其惟一的缺陷是缸孔精加工前必须进行粗镗、半精镗,节拍较慢,不能满足生产需求。后期通过与刀具厂家技术人员的交流,我们采用玛帕的新型刀具(见图6b),大大提高了生产效率。
该刀具为厂家最新研究的刀具,通过目前现场的实际应用其优越性已经得到充分的验证。其特点是:
1.刀的凸缘结构改为在刀杆顶端,与其相连接的是整体的实体刀柄,最大限度地保证了刀具自身的刚性,从而为后面增加寿命、提高效率提供了有效的保障。
2.刀结构分为半精镗和精镗两组刀片。半精镗4片刀片采用立装CBN结构,最大限度地保证了刀片的刚性强度,一次性加工直至精加工尺寸,不会产生缩孔让刀现象,从而节省了半精加工步骤。
3.精镗采用2片六角梅花形CBN刀片,重槽形的刀片通过验证其装夹稳定性极好。我们曾做过验证,在好的刚性及稳定性做保障的前提下,该精加工刀片可以在750m/min的线速度下加工500件/刃。
结语
在汽车的大批量生产中,发动机等关键零部件生产效率的提高尤为突出。合理的刀具选择、刀具优化能大幅度提高刀具的性能与寿命,提高生产效率和加工质量水平,帮助企业降低制造成本,实现高效、高质及低成本的生产,使企业在激烈的竞争中处于有利地位。为此,在紧张的工作之余,我们还要不断加强学习和交流,充分利用好国内外切削技术现有的成果。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖