活塞环生产过程控制与质量检验

生产过程控制和质量检验是活塞环制造和检验过程的重要组成部分,本文主要从活塞环的制造过程控制、过程检验和成品检验来分析如何合理进行活塞环的质量控制。
活塞环是发动机的关键零部件,活塞环质量特性的优劣直接决定了发动机综合性能的优劣,因此活塞环在加工制造及检验过程中要严格执行图样、工艺及相关技术规范。
生产过程控制是为了确保生产过程处于受控状态,对直接或间接影响产品质量的生产、安装和服务过程所采取的作业技术和生产过程的分析、诊断和监控。质量检验就是对产品的一个或多个质量特性进行观察、测量和试验,并将结果和规定的质量要求进行比较,以确定每项质量特性合格情况的技术性检查活动。
活塞环生产过程控制就是确保活塞环的生产过程处于受控状态,以得到合格的活塞环成品。活塞环质量检验就是对活塞环的材料、显微组织、机械性能、几何尺寸和外观等特性进行观察、测量和试验,将这些结果与活塞环产品图样、技术规范和国家标准进行比较,确定这些质量特性合格情况的技术性活动,同时对检测过程中的不合格项目进行改进,以形成有效的PDCA循环。
活塞环的生产过程控制相当复杂,活塞环零件结构虽然看似简单,但是加工工序很多,截面形状复杂的活塞环从铸造到成品最多要经过60多道工序。活塞环的检验主要技术性能要求有:金属材料的化学成分、显微组织、机械性能、几何尺寸、外观缺陷以及其他的一些特殊要求。
下面从铸铁活塞环的毛坯铸造、主要机加工工序、主要表面处理工序以及成品检验的几个方面来阐述活塞环的主要质量特性控制。

毛坯制造的过程控制与质量检验
活塞环毛坯制造过程的产物是活塞环毛坯。成品毛坯具有一定的硬度、合格的金相组织、合格的机械性能、规定的毛坯尺寸和外观的质量特性。
1.毛坯的硬度和机械性能与铸造过程的控制和检验密不可分
(1)铸造过程要对原材料的成分进行检查,主要检查C、Si、Mn、P和S的含量;同时对于铸造的辅料(如球化剂、孕育剂)的成分也需要检验。所有原材料、辅料合格了,配比还要控制好,添加前要称重。
(2)铸造过程属于特殊过程,对于铸造过程参数要严格控制,主要有混砂工序需要控制型砂的温度、湿度、抗湿压强度、含泥量、紧实率、吸蓝量和热湿拉强度等;造型工序要控制型砂表面硬度、压实力等;熔炼工序要控制快速分析温度、出水温度以及熔炉内的化学成分;浇注过程要控制浇注时间;完成落砂和清理工序后的毛坯需要检查金相组织。

2.毛坯的尺寸与铸造的环模尺寸有着不可分割的联系
因此环模的尺寸在铸造之前一定要检测,合格后方能使用;毛坯尺寸与型砂的收缩率有关;成品毛坯的高度和表面粗糙度与后序磨削工序的控制和检查有关。磨削工序在磨削余量设计合理的情况下,要控制砂轮的粒度、转速及送料速度。最终成品毛坯的环高、平行度和表面粗糙度也要检验。
3.铸铁毛坯一般需要经过适当的热处理才能满足要求
比如调质、校平和时效等,这些工序要严格控制温度和时间,同时对经过热处理的毛坯的物理特性也要进行检查。

4.毛坯外观检查
成品毛坯外观检查主要检查有无铸造、磨削外观缺陷,如铸造砂眼和端面欠磨等。
总之,要制造出合格的成品活塞环毛坯,需要对铸造的原辅材料的成分进行检测,需要对铸造的各主要工序的过程参数、磨削工序的参数、毛坯成品的金相组织和机械性能、尺寸和外观等质量特性进行检验。
机加工主要工序过程控制与质量检验
活塞环主要加工工序包括内外圆仿形、精车外圆、修口、精磨侧面和珩磨等,主要工序过程控制的好坏直接决定着活塞环成品质量的优劣。

1.内外圆仿形工序过程控制与质量检验
内外圆仿形工序就是通过内外圆仿形车床(见图1),选用合适的凸轮,将装夹成一定长度的活塞环毛坯的内外圆同时车削,加工成设定长、短径并且经铣开口后,得到具有一定弹力(压力分布)的活塞环半成品。该工序控制的参数主要有仿形车削时的主轴转速和切削速度、铣开口机转速及切削速度、开口机摆动以及仿形凸轮型号和仿形杆位置等相关参数。内外仿形工序加工结束的半成品环需要检测的质量特性和要求如表1所示。
2.精车外圆工序过程控制与质量检验
精车外圆(设备见图2)工序就是对活塞环外圆进行精加工,修正内外圆仿形后粗车的活塞环半成品圆度,使之具有一定外圆形状和规定表面粗糙度的半成品活塞环。该工序的过程参数需要控制的有主轴转速、切削速度和进刀量。精车外圆工序加工结束后的半成品环需要检测的质量特性和要求如表2所示。

3.修口工序过程控制与质量检验
修口工序(设备见图3)就是采用专用的修口机对活塞的外圆周长度进行修正,达到活塞环在发动机中的工作间隙要求。修口工序的过程参数需要控制的有修口砂轮转速、砂轮粒度和压料速度。修口工序加工结束后的半成品环需要检测的质量特性和要求如表3所示。
4.精磨侧面工序的过程控制与质量检验
精磨侧面工序就是采用双端面磨床(见图4),通过上、下磨头将夹在其中的活塞环上、下端面同时磨削,使活塞环的轴向高度达到工艺设定的要求。该工序过程参数需要控制的有砂轮的粒度、转速及送料速度。精磨侧面后的半成品环需要检测的质量特性和要求如表4所示。

5.珩磨工序过程控制与质量检验
珩磨工序就是采用活塞环专用珩磨机床(见图5),将活塞环装夹在上、下压板之间放在珩磨缸套中,加入一定浓度的珩磨剂,对活塞环外圆进行精加工,以得到合理的外圆形状和表面粗糙度。
该工序的过程参数需要控制的有珩磨转盘速度、珩磨轴上下往复速度、珩磨剂浓度以及每次珩磨环的高度。
珩磨工序后需要检测的半成品环的质量特性和要求如表5所示。
以上5个主要机加工工序构成了不同截面形状的活塞环加工的基础,其他的一些工艺路线也是基于以上一些主要工序的合理选用、组合加上辅助工序,构成整个机加工工艺。因此,只有控制好这些主要工序和质量检验过程,才能保证加工出合格的成品活塞环。
主要表面处理过程控制与质量检验
活塞环主要表面处理工序包括外圆镀铬、气体氮化、外圆喷钼、外圆PVD以及磷化等,主要表面处理工序控制过程控制的好坏直接决定着活塞环的初期磨合的好坏或使用寿命的长短。
1.外圆镀铬
活塞环外圆镀铬就是采用化学方法在活塞外圆镀上铬层,以增加活塞环外圆的耐磨性。
活塞环外圆镀铬之前要进行前处理,前处理工序包括脱脂、脱磁、装夹、封口及喷砂等辅助工序,这些辅助工序的过程参数要很好的控制。同时要控制电镀工序过程参数,具体包括电流强度、电镀时间及槽液成分(包含Cr3+ 、Fe等离子的含量)。
活塞环外圆镀铬工序的半成品环需要检测的质量特性有铬层厚度、铬层硬度、铬层结合强度、穴口、铬瘤及外圆粗糙度。
2.气体氮化
活塞环气体氮化原理是在500~600℃下,氨气分解在活塞环表面形成活性氮原子,活性氮原子扩散,生成FeN等氮化物硬质相。
气体氮化工序过程参数需要控制的有氮化处理温度、氮化处理时间和氨气流量。
活塞环外圆氮化工序的半成品环需要检测的质量特性有氮化层厚度、氮化层硬度及氮化层脆性。
3.外圆喷钼
喷钼的工作原理是利用等离子焰的热能将引入的喷涂粉末加热到熔融或半熔融状态,并在等离子焰的作用下,高速地撞击到经过处理过的基材表面而形成涂层。
活塞环外圆喷钼工序过程参数需要控制的有喷钼处理温度、钼粉流量、气体压力、喷枪偏摆角度和阴阳极更换极限等。
活塞环外圆喷钼工序的半成品环需要检测的质量特性有钼层厚度、钼层硬度、钼层结合强度、涂层孔隙率、最大孔径、过渡层厚度及均匀性等。
4.外圆PVD
PVD一般指物理气象沉淀法的离子镀处理,活塞环外圆PVD的原理是用钛、铬等金属蒸发源,通过电弧放电,形成汽化离子,和N2、O2反应,在活塞环目标源上凝固沉积生成TiN、CrN[O]和CrN等陶瓷薄膜。
活塞环PVD对进炉前的活塞环的前处理要求非常高,如果前处理不好会直接影响活塞环PVD的质量。PVD工序要保证PVD炉内的真空度达到工艺设定值,处理时间和处理温度也是必须保证的。
活塞环外圆PVD工序的半成品环需要检测的质量特性有PVD膜层厚度、PVD膜层硬度和PVD膜层结合强度。
5.磷化处理
磷化处理是在铸铁环表面生成磷酸盐薄膜,磷化膜具有柔软、存油等性质,能改善磨合和抗拉缸性能,有防蚀、防锈作用。磷化工序需要控制磷化的前处理条件:磷化液的浓度、温度以及磷化处理的时间。磷化后主要的检测项目是磷化膜厚度,一般锌磷化膜厚度为0.00l~0.003mm。
活塞环表面处理有很多,针对不同的发动机,设计师会选用不同的活塞环表面处理方式,无论采用哪一种,制造过程都必须对表面处理过程参数严格控制,同时进行必要的半成品质量特性检测,以保证生产出合格的表面处理的活塞环。
活塞环成品检验
活塞环成品检验主要包括以下方面:
1.基本尺寸方面的检测项目和要求
基本尺寸方面的检测项目和要求如表6所示。表6是以第一道活塞环为例,二道环及油环组合都是在此基础上做一些增加,在此不做赘述。
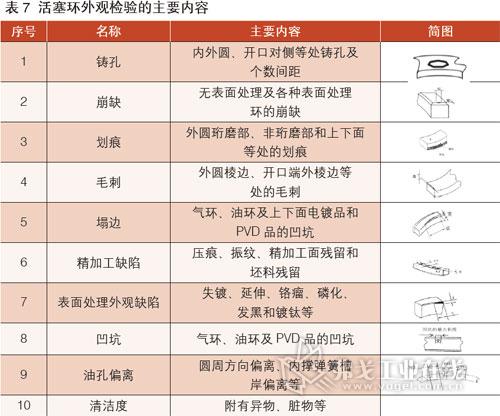
2.外观方面
活塞环外观检验主要包括以下项目:铸孔、崩缺、划痕、毛刺、塌边、精加工缺陷、表面处理外观缺陷、凹坑、油孔不良及清洁度。各项目检测的主要内容如表7所示,具体各缺陷允许值在GB/T1149.4活塞环质量要求中都有详细的规定,在此不做赘述。
众所周知,好的产品不是检验出来的,不过通过质量检验的方法和手段可以实现鉴别、把关、预防和报告等质量检验功能,当然活塞环的质量检验同样可以实现这些功能。
结语
活塞环的制造过程控制和质量检验还有很多方面,在此不一一介绍,不同的制造厂会采用不同的过程控制或质量检验方法。但是随着发动机排放要求越来越高,这就要求制造厂要不断提高生产过程控制和活塞环质量检验水平。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖