设备计划外停线损失研究
本文对总装车间2008年的设备计划外停线数据进行原因分析和类别分析,建立了减少故障停线损失模型,并制订了相应的解决方案,按照该方案实行,2012年单台设备计划外停线损失比2008年下降了50.14%。
减少设备计划外停线损失是所有生产企业都面临的一个问题,设备是其关键部分,没有生产设备的良好运行,就不能保质保量地完成产量。本文以全顺汽车厂的总装车间为例,通过数据分析和总结,研究出如何减少设备计划外停线损失。
设备计划外停线损失是指在正常生产过程中,因为设备的突发故障引起的生产线停线引起的损失。以单台的停线损失作为衡量设备计划外停线损失的标准,可以很明确地跟单台成本相联系。2008年全顺汽车厂总装车间人数为155人,年产量为27001台,单台损失工时=停线时间×人数/产量=2864×155/27001=0.274h/台。
总装车间设备管理模式及人员情况
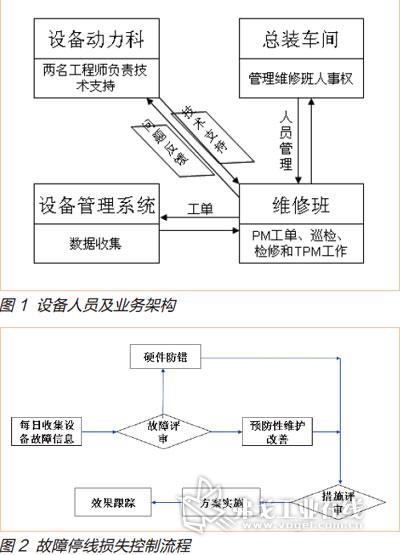
1.总装车间设备人员及业务管理模型
总装车间设备人员及业务管理模型如图1所示,总装车间下设维修班,但没有维修工程师,维修班负责主要的设备维护维修及数据提供。设备动力科为总装车间平级单位,属于职能部门,具有维修班的业务管理权,因此维修班属于设备动力科和总装车间的双重管理之下。
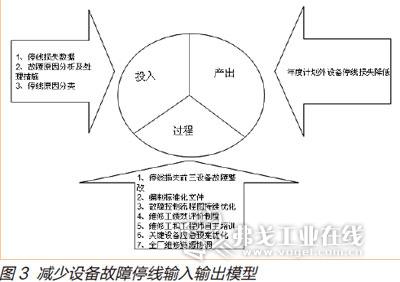
2.故障停线损失控制流程
故障停线损失控制流程如图2所示。每日设备故障信息会由车间上报到每天的生产例会上,设备工程师将该设备故障情况分析记录下来,在每天设备工程师和班长的设备例会上进行故障评审,在会议上所有人对发生的故障情况从原因到结果进行讨论,确定该故障点是否可以通过定期检修或定期维护预防该故障发生,如果可以,加入预防性维护工作当中,从而彻底避免该故障的再次发生;如果不可以,则需考虑是否可以通过实施硬件防错方案,防止该故障的发生。接着对预防性维护或硬件防错的措施进行评审,评审措施是否有效,如果可行就进行方案实施,实施后对实施效果进行跟踪。
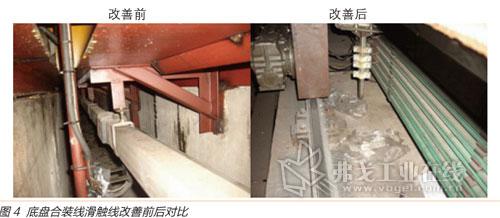
建立减少设备故障停线输入输出模型
通过对2008年设备计划外停线损失数据进行分析和总装车间管理模式进行介绍,建立减少了设备故障停线时间输入输出模型(见图3),左边是需要输入的数据,对输入数据进行分析,建立过程下的7个方案,从而达到年度设备计划外停线损失降低的目标。
减少设备计划外停线损失方案实施
1.停线损失最多的3个设备的故障整改
根据数据统计,底盘合装线、最终装配线和滑撬输送线故障为所有故障的56.5%,这3台设备为影响设备计划外停线损失的主要设备,将它们的计划外停线损失降低,能大幅度地降低设备计划外停线损失。在此以底盘合装线为例进行分析,经过小组讨论认为主要是底盘合装线的滑触线结构造成了设备故障率高,这种滑触线结构导致故障发生且维修困难,因此将开口朝下的滑触线槽改为成熟的侧面朝向的滑触线槽(见图4),并且制订出应急预案,防止停线30min以上故障的发生。预计实施后年故障时间可以降低约30%。
2.编制标准化文件
(1)编制维修工巡检表、巡检路线图及巡检指导书。
(2)编制标准维护作业指导书 对所有关键设备的预防性维护编制维护标准化流程,以维护执行的顺序进行编制。这样可以帮助不会维护的维修工根据指导书一步步地完成维护工作。对每项维护内容要求细化到用什么工具、尺寸是多大、运用工具的方法、拧掉几个螺钉以及用掉几个螺钉等,对每一个步骤都要求拍照片,而且针对易出问题的地方要特别注明。
(3)编制操作工点检作业指导书 对所有关键设备编制操作工点检作业指导书,保证设备能够被很好地清洁和润滑,同时使故障现象早被发现。
(4)编制工程师巡检表及巡检路线图 要求工程师每天按照规定的线路进行指定的巡检,并且在每天下午3点之前将当天巡检出来的问题发给维修班班长和设备动力科主管,对于紧急故障隐患需立即打电话进行处理,其他问题到第二天设备例会上进行评审解决。
(5)编制关键设备的设备手册 编制关键设备手册存放于现场,包括所有检修内容、改善内容、故障情况和数据指标等。随着设备故障的发生,内容要不断更新,最后形成设备的信息档案,方便维修工及工程师的自我提高。
3.故障控制流程优化
对图2进行了优化,增加了厂部NearMiss(风险评估)检查小组每周对设备检查的结果和工程师开线检查的结果,对这部分情况进行了评审和解决,如图5所示。
4.维修工绩效考评
维修工的技能不足是产生故障的重要原因,需要花费最多的精力去解决。为了快速提高维修工的技能,鼓励他们快速成长,总装车间将薪酬与技能考试挂钩,激发维修工的积极性。
5.维修工和工程师自主培训
总装车间要求每个维修工和工程师每人、每年做6份关于故障维修或设备原理方面的培训材料并对其他维修工进行培训。这些培训教材都必须在设备管理例会上进行评审,评审通过后才可以进行培训。多于6份的给予奖励,质量高的奖励多,质量少的奖励少。材料内容包含操作工操作培训,针对人员误操作导致设备故障的原因,制订了操作工培训流程,编制完后对现有的操作工和今后的操作工进行培训。
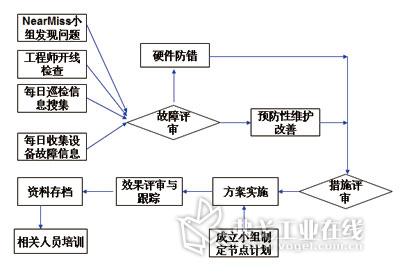
图5 故障控制流程
6.关键设备应急预案优化
所有关键设备编制应急响应计划,使相关资源对设备故障快速反应,用来减少故障停线损失。停线15?min要求设备动力科主管到现场进行协调,快速处理故障;停线30min时,设备动力科科长要到现场,同时通知生产厂长设备停线30min,此时设备动力科科长需要协调工厂之间的资源紧急处理故障。
7.全厂维修资源协调
全厂维修资源协调甚至全公司资源协调包括零部件互相借用,备品、备件的互相共享和专业人才互相借用来处理现场疑难杂症。
改进后的效果
改进后,2012年单台设备计划外停线损失工时比2008年下降了50.14%。这说明了所有措施和方案都是有效的,根据这些方法可以大幅度地降低设备计划外停线损失工时,这和进行了大量工作来提高操作工和维修工的技能是分不开的。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖