自动化转接系统的集成设计与工程实现

东部工厂产能扩建改造,新建一条40JPH的涂装C线,通过对东总B线自动化转接系统的集成设计及工程实现,为东涂—东总BDC输送系统的实现提供了前提条件,优化了人机工程及为东部工厂物流通道的畅通运转提供了良好条件。
工程背景
东部工厂产能扩建改造,新建一条40JPH的涂装C线,新建东涂C线的成品车如何送达,实现最终装配的东部总装车间生产线,其成品车输送方案的实现,是一项在技术、空间及时间上都具有很大挑战性的工程难题。
原有的东涂车间A、B线往东总车间A、B线的成品车输送主要通过涂装成品车下线存储、货运卡车及叉车装卸运输和人工吊装的方式(A线空悬链为辅),实现两个车间之间的成品车调配及输送(见图1)。新东涂C线新增每日近千台的产能,对存储场地、货运物流、交通影响以及对到达终装配线时涂装成品车的质量要求较高,这种输送方式已经不能满足成品车高品质的精益生产需求。
旧东涂车间、东总车间和新东涂车间的布局基本呈“品”字形,3个车间之间的通道均为东部工厂的主物流通道,在地面不可能将其截断来建设车间之间成品车的输送线,因此,新、旧涂装车间成品车送至总装车间的输送线,只能修建在地面之下或是空中。而作为公司老基地的东部工厂厂区,经过几十年来不断建设及改进,无论是地上还是空中,密密麻麻地布置着各种管线、电缆和钢架等设备,可以进行输送线建设的空间惟有图2所示的地方。
根据新增产能所需设备及工程现场的实际工程量,结合施工风险等因素进行综合评估,保守估计新的输送方式工程项目建设所需的施工周期,需要东部工厂连续停产26天的施工时间,但是结合当年火爆的市场行情及公司对产能120%的利用的情况考虑,连续停线这么长时间来进行施工是不现实的,但是工程量及时间节点依旧需要保质、保量并按时完成。
技术解决方案的选择与集成设计
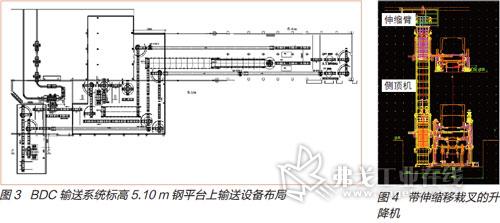
通过对积放悬链(吊具)、地面反向单轨摩擦线、单轮摩擦辊床和皮带动力辊床等输送设备的成品车输送方案进行技术选型、建设成本及使用维护成本等对比,我们选择了以皮带动力辊床为输送单元,使用滑橇输送系统,在3个车间之间构建1个车体分配中心(以下简称为“BDC”,布局见图3所示),来满足东部工厂涂装—总装车间输送系统对各相关生产线之间对工件的输出、输入、存储、排序和发送的自动化输送要求。
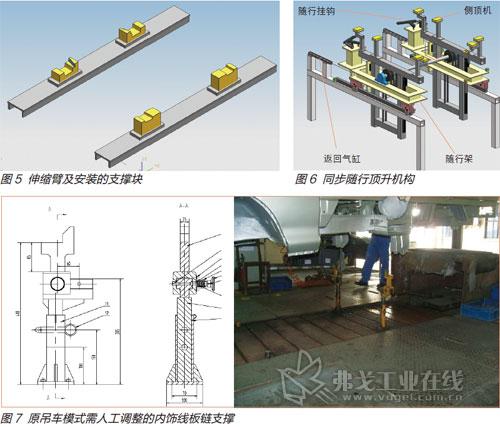
由于BDC的设备安装在离地面标高为5.10m的钢平台上,而东总B线的内饰线板链安装在标高为0.00m的地面上,我们设计了一台带伸缩叉移栽机的升降机,通过自动控制及侧顶设备辅助的方式,来实现车体从5.10m接至升降机上并降至地面(如图4所示),设计的工艺动作为:在5.10m平台上,侧顶机将车体顶起到位(车橇分离)→伸缩叉移栽机伸缩臂伸出接车→侧顶机下降到位,车体接到伸缩叉上→伸缩叉移栽机伸缩臂缩回→升降架将车降至地面。接车用的伸缩臂因为需要满足东总B线3个平台6种不同的底盘车型的接车需求,依据通过性尺寸及输送设备结构,确定各车型的可用挂载支撑点,经过对各点截面形状及尺寸的测量,设计出一组具有不同形面结构、能在同一中心线位置上满足所有车型挂载的支撑块,并将其安装在伸缩臂上表面,实现了对东总B线3个平台6种不同的底盘车型柔性挂载需求(见图5)。
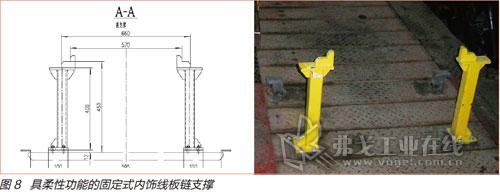
车体降至地面后,需要将车体转接至东总B线内饰线板链支撑上,因为工艺及节拍操作需求,内饰线板链在运行的过程中不能停下来接伸缩移栽叉上的车体,需要设计一套用于升降机伸缩移栽叉与内饰线板链转接用的“同步随行顶升机构”(见图6),使用与板链同步锁定作为其随行前行的动力,其动作原理为:伸缩叉移栽机伸缩臂带车伸出到位→侧顶机上升到位,车体与伸缩叉分离→伸缩叉移栽机伸缩臂缩回到位→随行挂钩关闭,勾住板链的专用凸块→随行勾带动随行架与顶升机上的车体与板链同步运行→侧顶机下降,车体落于板链支撑上→侧顶机下降到位后,返回气缸作用将随行架推回到位,完成一次工作循环。
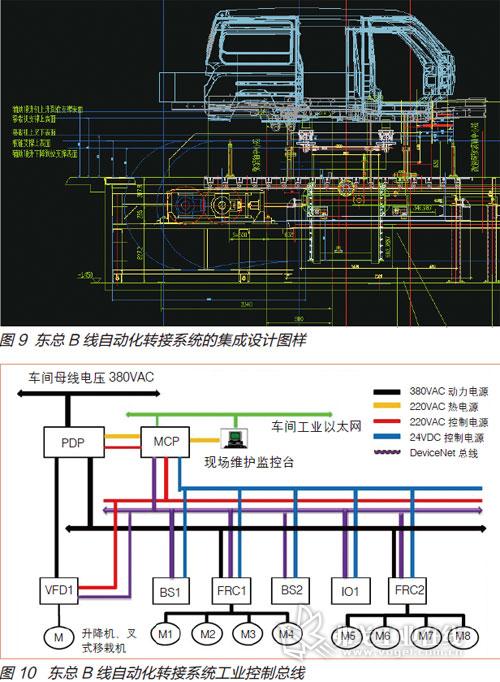
东总B线内饰线可柔性生产3个平台6种不同的车型,在原有的吊车模式中,内饰线的板链支撑为了满足不同底盘车型的挂载要求,需要人工将活动支撑调整至所需位置,生产不同的车型,每次均需要2个专门岗位的支撑位置调整操作员工,弯腰或半蹲来调整4个支撑的高度及宽度来满足不同车型的支撑要求(原有板链支撑如图7所示),既不满足人机工程而且也易出现误操作造成生产线停线。另外,由于空间受限,在车体自动转接工位前,已经没有空间设置一个专门的工位,来进行人工调整活动支撑到所需的位置。由此,需要实现东总B线自动化转接的前提之一,内饰线板链支撑必须不需人工调整即可满足3个平台6种不同的车型挂载要求的固定式板链支撑。通过分析不同的车型底盘及支撑的相互关系,调整各不同车型的相对位置,结合分层梯形截面结构,设计出不需调整位置即可满足3个平台6种不同的车型不同车型支撑的固定式的板链支撑并安装使用(见图8)。
根据上述各种设备的结构类型、工艺动作、安装空间需求以及与原有系统设备对接功能需求等参数,结合东总B线所生产的3个平台6种不同的车型的输送通过性参数及工艺操作需求等参数,来确定包括:升降机、移栽机和5.10?m标高平台上的侧顶机、输送动力辊床和滑橇定位器,0.00m标高地面上的同步随行顶升机构、板链张紧段安装支架和板链支撑,这些设备的中心线相对于设计基准在X、Y和Z三向上的相互位置关系,完成东总B线自动化转接系统的集成设计(见图9)。
通过带变频控制的电动机及电磁阀控制的气动元件,提供各工艺动作执行的动力,遵循GCCH-1中的控制系统标准,采用DeviceNet工业总线控制技术(见图10),来实现系统各工艺动作的安全连锁及工艺逻辑动作控制。

工程的实现
集成设计完成后,工程进入设备制作、土建公用(B+U)施工及设备安装调试阶段,东总B线自动化转接系统的设备均在场外制作完成,由于是在原有的生产线基础上进行改建,因此B+U施工及设备安装调试只能在停线期间进行实施。根据安装调试设备及工程现场的实际工程量(土建施工和拆除移位等),结合施工风险等因素进行综合评估,如果按照正常的施工工艺流程及施工的先后顺序(勘测→施工场地围挡到位器械进场→干涉钢构、管线和墙体等拆除移位、加固→设备土建基础施工及硬化→公用动力、输送设备进场安装→设备通电调试→系统问题整改→投入使用),保守估计需要生产线连续停产26天的施工时间,但这在当时无法实现。项目实施工程量不变,但是却没有满足正常施工需要的连续停线时间,这是在工程实施前所需挑战的难题之一。
经过对东总B线自动化转接系统工程实施所需的所有施工工序的分解与罗列,我们详细分析了每步工序实施的时间需求、空间需求、施工影响及资源投入等因素,对实施工序进行重新排列组合,通过合理安排交叉施工、创造条件采用应急临时方案衔接前后施工工序等方式,将原来需连续长时间停线实施的工作内容打散,重新组合成几段仅需较短连续停线施工的工作内容。例如,升降机与同步随行顶升机构安装土建基坑的位置在原吊车点的位置(见图11)。
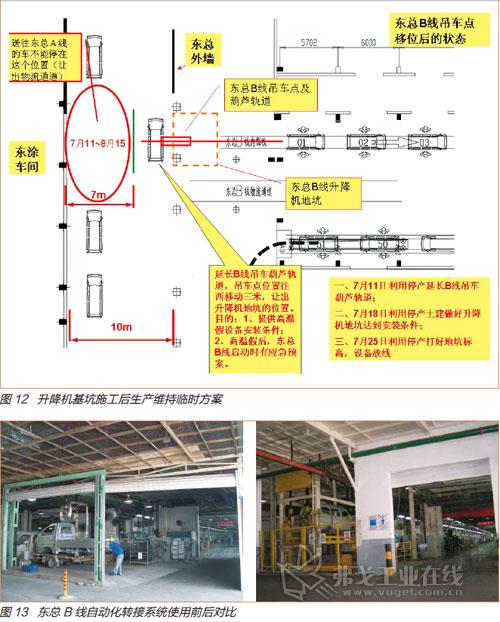
在实施的过程中,通过采用延长葫芦吊车轨道至基坑位置之外以及搭建能穿越基坑的临时人行桥的方案(见图12),以此方案作为衔接,利用清明节假期停线3天时间进行基坑开挖,“五一”停线3天进行基坑设备安装基础浇筑,通过临时方案的使用,继续维持生产线正常运转,直至7月份高温假停线时,利用停产9天时间完成设备的安装调试。通过合理的施工安排、高效的项目管理,以及对临时方案与法定节假日的有效利用,从而缩短了10天以上的生产线停线施工时间并减少了公司产能损失,达到了工程目的。
工程效益
东总B线自动化转接系统的集成设计及工程实现,为东涂—东总BDC输送系统的实现提供了前提条件,满足了东部工厂涂装—总装车间输送系统对各相关生产线之间对工件的输出、输入、存储、排序和发送的自动化输送要求。同时,优化了人机工程(见图13)及为东部工厂物流通道的畅通运转提供了良好条件(工程实施后,两个车间之间物流通道每小时的背车物流车减少了120次以上),通过对项目管理等工具及方式方法的有效利用,在工程实施过程中,缩短了10天以上的生产线停线施工的时间并减少了公司产能损失,达到了工程目的。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖