车身尺寸检测与精度控制解决方案
车身尺寸精度控制是汽车整车厂的一项关键技术,其本质是建立以数据为基础的制造质量控制体系。我们秉承“以数据代替经验,从数据挖掘信息,由数据指导改进,用数据驱动质量”的理念,建立以数据为基础的制造质量控制体系,将依赖个人的经验管理提升到科学的数据管理。
车身尺寸精度控制的本质是建立以数据为基础的制造质量控制体系,通过对制造数据建模分析来控制车身制造尺寸偏差源,保证车身制造的稳定性,最终提高整车的装配精度。其核心是采用先进的测量技术,建立从冲压零件、工装夹具到装配过程协调、一致及高效的测量系统,通过数据分析和积累,将依赖个人的经验管理提升到科学的数据管理。先进的测量技术和体系管理是尺寸精度控制的基础。
本文结合我公司检测设备的使用情况及经验,对当前汽车零部件的主流检测技术进行了总结和分析。
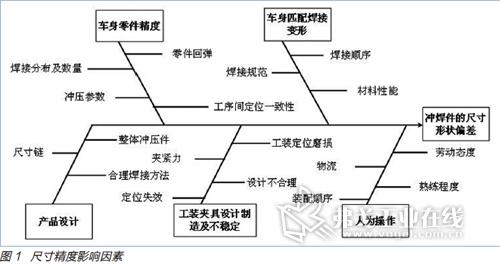
影响车身尺寸精度的因素
车身的制造工艺非常复杂,通常由300~500多个具有复杂空间曲面的金属薄板冲压零件构成,在近100多个工位的多条总成及分总成生产线上大批量、快节奏的焊接而成,其中装夹定位点多达2000~2500个,焊点多达4000~5000个。同时,车身装配为多层次、多环节及工序复杂的生产过程,影响尺寸精度偏差的因素很多,包括了从产品设计、工艺设计、工装夹具结构、车身零件精度、车身匹配焊接变形及人为操作等多个方面,如图1所示。
上述因素带来的偏差在装配过程中不可能完全消除,随着装配过程的进行,这些偏差不断传播、积累和叠加,并最终影响到白车身总成的尺寸精度。分析尺寸偏差的原因离不开对零件、工装的测量,检测方法决定了对生产过程监控的有效性和精确性。

图2 车身分总成检测样架
离线监控测量技术
1.分总成自动化测量
2000年,我公司从意大利DEA公司引进VENTO-C大型双悬臂三坐标测量机,并开发了多功能车身分总成检测样架(见图2),在此基础上实现了小红旗轿车车身骨架、地板及其他6大分总成的自动化测量。
分总成自动化测量的特点是:
(1)主要误差 三坐标测量机的精度误差。
(2)技术局限性 检测支架占用大量场地,新车型投入成本高、制造周期长,触发式测量造成工作效率较低。

2.检验夹具手工测量
2003年,伴随着马自达6车型的引进,检验夹具手工测量被我公司大量采用,如图3所示。
检验夹具手工测量的特点:
(1)主要量具 断差尺、百分表、钢板尺、楔形塞尺、铁片尺和磁铁等。
(2)主要误差 检验夹具自身误差;测量过程误差。
(3)技术局限性 制造周期长、成本高、占用场地大、测量精度低且测量效率低。
3.柔性检测分析系统
2004年,借助Five U-nique定位系统,我公司开始“柔性”检测研究,开发了柔性检测分析系统。“柔性”检测是通过可移动式定位、夹紧装置使零件快速装夹、定位,实现三坐标自动测量的方法,如图4所示。柔性检测分析系统包括硬件系统和软件系统,硬件系统分为通用件和专用件,软件系统分为引导建系程序、测量程序和数据分析系统。
柔性检测分析系统的特点:
(1)配合三坐标测量机自动完成定位、建系、测量及报告输出。
(2)主要误差 三坐标测量机的精度误差。
(3)技术局限性 定位测量辅具设计复杂、程序编制技术要求高,触发式测量相比非接触式效率低。
4.非接触测头
2010年,伴随柔性检测分析系统的推广应用,为提高测量效率,我公司尝试使用非接触测头替换接触测头。
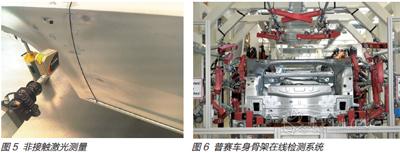
非接触测头有两种:非接触激光测量(见图5)和非接触光学照排测量。
非接触测头的特点:
(1)非接触激光测量 定位建系采用柔性定位系统,测量采用三坐标测量机装配Scanshark V4ix扫描测头方式。硬件在柔性定位系统基础上增加激光扫描测头及相关附件,软件增加点云处理软件。其技术局限性是,定位测量辅具设计复杂,程序编制技术要求高,部分测量点无法实现。
(2)非接触光学照排测量 随着光学照排技术的广泛应用,光学照排技术配合三坐标测量机用于零部件监控测量大大提高了测量效率。定位建系采用柔性定位检测系统,测量采用三坐标测量机装配WLS400M 白光照排测头方式。其技术局限性是定位测量辅具设计复杂、程序编制技术要求高,测头尺寸及重量将影响测量精度。
几种离线监控测量技术的性能对比如表1所示,选用适当的离线监控测量方法可以实现缩短新产品生产准备周期,并提高检测效率。

在线检测技术
随着行业的发展和生产的需要,在线检测也逐步为国内汽车生产厂所采用,包括Laser Gauge激光白车身检测和普赛在线检测系统等在线检测技术应运而生。
1.在线Laser Gauge激光白车身检测
Laser Gauge激光白车身检测应用艾斯达特Laser Gauge激光测量系统。其技术局限性是测量特征点少,与手工测量数值评价方式有差别。
2.普赛在线检测系统
普赛在线检测系统采用使用固定式和机器人式在线检测设备实现对特征点100%测量,其特点是可实现实时、批量测量,利于对生产过程的质量监控,便于尺寸变化及时发现、分析和改进。普赛车身骨架在线检测系统如图6所示。
Laser Gauge 激光白车身检测和普赛在线检测系统性能对比如表2所示。在线检测提供了大量的测量数据,而如何更好地使用这些数据,使测量数据发挥出更大的作用,需要有科学、完善的方案。

检测数据的使用
测量的最终目的是发现质量问题,并形成各种有针对性的分析报告,揭示出特征点的稳定性、功能影响、偏差、趋势和相互关系等方面的信息,对测量数据提炼得越深入,有针对性的改善效果就越好,测量本身的意义也就越大。
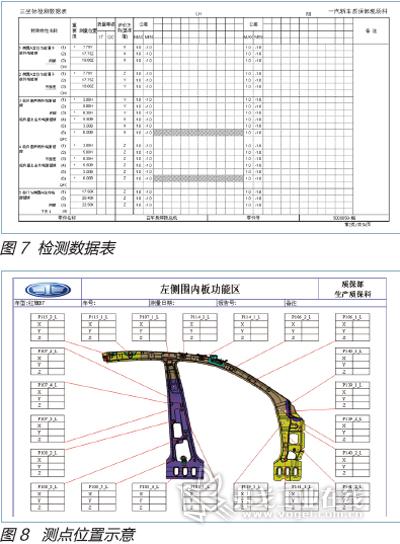
1.自主编写数据处理软件,自动输出各种数据汇总和报表,通过不同报表直观、快速传递不同数据信息,如图7、图8所示。
2.按照车身工艺中的过程稳定性控制、装配功能控制及装配过程控制中的偏差诊断,对检测点进行分类。
定位基准检测点反应某一级加工定位状态,是首先应该保证的一类检测点,需要有最高的测量可靠性。
关键产品特征检测点反映了白车身零件、分总成、总成及整车的产品关键特征的变化,其偏差将极大地影响产品对安全或制造标准的符合程度,还会影响顾客对产品的满意程度。关键控制特征检测点用于本级车身装配过程中制造偏差进行识别和诊断,是对关键产品特征检测点的必要保证。通过分类和优化,提高测点对偏差的敏感性,提高测点的可靠性,并对不同类别采取不同监控和预警措施。
3.车身功能尺寸是为在车身制造全过程中保证、检验和控制车身装配质量,以测点之间相对计算形式规定的一系列尺寸。车身功能尺寸分为基准功能尺寸、产品功能尺寸和控制功能尺寸。通过车身功能尺寸评价简化数据处理,滤除定位等无关因素影响,简化测点公差设计。
4.通过对Cp、Cpk的测定来确定产品工序是否稳定,产品工序精度是否足够;通过Cp、Cpk的测定来确定该工序是否有能力生产符合标准质量的产品,并通过尺寸合格率的计算来评价轿车车身制造尺寸的精确度水平。
5.借鉴“2mm”工程评价方法,使用持续改进指数CII反映尺寸质量的长期变化趋势(见表3),通过持续改进,使尺寸精度逐步由离散到稳定,最终达到精准。
目前国内自主体系车身制造领域,由于技术能力和资金投入等条件的限制,普遍存在着小样本检测数据应对大批量生产质量控制的特点。如何在现有条件下通过有效的技术手段实现对检测数据的科学分析,还需要我们做更进一步深入的探索。
结语
综上所述,针对尺寸精度监控测量的不同需求选用不同的测量方案:从实时监控的角度考虑选用Laser Gauge激光白车身检测、普赛在线检测系统;针对不同的生产线、夹具选用龙门式三坐标测量机、便携式三坐标测量机、激光跟踪仪或白光测量系统。在建立测量数据管理体系基础上,通过合格率、功能尺寸管理、Cp和Cpk分析、CII(6σ)指数评价并结合小样本数据的管理特点,最终实现车身尺寸精度的可持续控制。
目前,车身领域检测技术发展呈现出高效率、低成本、非接触和重在线的发展趋势。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖