仿真技术在冲压自动化生产线的应用
模具的冲压生产对于模具质量至关重要,目前,冲压行业利用自动化模拟DELMIA ROBOTICS软件处理非标冲压自动化设备与模具的静态干涉分析、动态通过性以及节拍优化,作用显著。
仿真技术在冲压自动化生产线上的应用现状
在国内各大型汽车冲压厂中,前期规划的冲压线基本是按照手工线的标准,生产节拍比较低、安全性差且人工劳动强度大。后期,各汽车冲压厂都进行了冲压线自动化改造。由于压机是冲压生产线上大型的固定设备,改造成本高、周期长,不易实施。而初期按照手工线配置的压机参数,如滑块行程、滑块调整量、装模高度和压机间距等都与自动化生产线要求有一定差距。故手工线改造成自动化线,对模具结构要求比较高。机器人在示教运动过程中,运行轨迹复杂、示教过程长,机器人延长臂抓取板料在模腔内运动时易与模具干涉,影响效率,严重时会导致工艺路线不合理、模具不能自动化生产。
针对以上情况,冲压工艺师积极运用新技术——DELMIA ROBOTICS自动化仿真模拟技术,在冲压自动化线运行之前,利用压机、模具以及端拾器信息,在电脑上进行冲压工序模拟,找出干涉点,优化程序,设计适合的端拾器,优化模具结构,不断模拟,从而设计出一个最合理、最优化的机器人运行轨迹,提高生产节拍。
目前,国内冲压自动化线主要包括3种类型:高速机械手线、普通机械手线和机器人线,依据现场自动化机械手设计和测量数据,4种机械手拾取端厚度及要求如表所示。
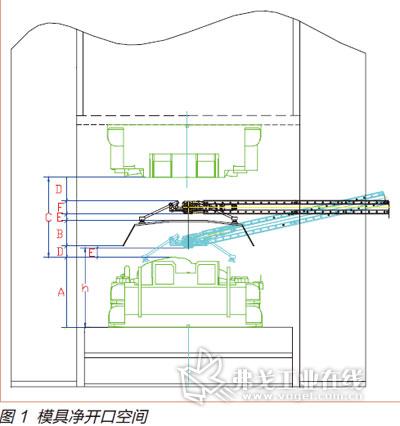
根据经验,模具与自动化装置的静态干涉分析,要保证机械手顺利上下料,需保证机械手最上端与上模最下端间距≥30mm,机械手爪上的零件最低点与下模的最高点间距≥30mm。满足以上两个条件,零件能顺利从设备中取出,没有干涉。所以,模具净开口高度要求如下:
C≥B+E+2×D+F,D=30,F=净空安全距离,E=50时,C≥B+60+净空安全距离。
模具净开口空间如图1所示,其中 h为取料时机械手底面距移动工作台上表面的高度,单位为mm;A为下模高度(遵照各自动化生产线模具下模高度要求),单位为mm;B为冲压件高度,单位为mm;C为模具净开口高度(滑块停留在压机上死点时,上模的最低点和下模的最高点之间的距离),单位为mm;D为安全余量(最小为30),单位为mm;E为端拾器高出冲压件部分(最大为150mm,最小为50),单位为mm;F为机械手拾取端厚度(即表中所指净空安全距离),单位为mm。
DELMIA ROBOTICS仿真技术应用
1.DELMIA ROBOTICS应用步骤
Inserting products and resources:打开DELMIA ROBOTICS软件,新建一个new process可以重新命名1#线模拟,然后点击DELMIA ROBOTICS软件工具条Inserting Resources将已经制作完成的冲压车间的5台压机生产线三维数模、5序模具数模、端拾器数模和机器人数模调入,再点击DELMIA ROBOTICS软件工具条Inserting Products将侧围5个工序数模调入,并利用罗盘调整各个数模到生产线相对应的位置。
Snap and attach resources:将模具装配到压机上面,端拾器装配到机器人延长臂上,调整好整线位置及工艺布局。
Creat tags and robot tasks,run a robot process, robot task analysis:单独创建每个机器人在压机模腔内的轨迹动作,不断优化,计算出最优化、最高效率的轨迹区间。
Multiple resources simulation:将生产线上所有机器人和压机联动起来,模拟整线运动轨迹,并优化出最合适、效率最高的轨迹。
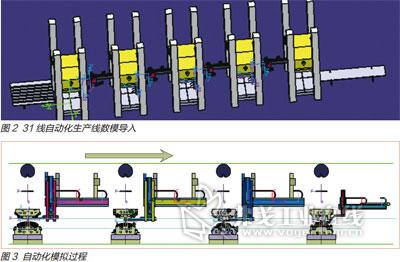
31#线自动化生产线数模导入如图2所示。
2.可行性分析
在图纸会签阶段或者手工模具改造为自动化模具阶段,尤其规划在自动化生产线上生产的产品,模具设计应充分考虑净开口空间,首先需要依据本公司冲压车间生产线经验自动化参数进行排查,对于排查不合格的工序,需要进行自动化模拟。以下是一个车型的后背门外板自动化通过可行性分析。
由于压机滑块行程比较小,模具净开口尺寸依据上述经验所述分析,机器人上下料时,自动化传输设备机械手与模具本体易与上模斜锲装置干涉。零件件号为J52-6301701(751),零件名称为后背门外(内)板,工艺路线为1#线(单动)。自动化模拟过程如图3所示。
OP10:取料不可以实现(在BH不顶起下可实现),放料可以实现;
OP20:取料可以实现、放料可以实现;
OP30:取料不可以实现、放料可以实现;
OP40:取料可以实现、放料可以实现。

(1)J52-6301701-OP10存在的问题及对策
C理论需要(取60mm余量):B+E+D+F+G=100+50+60+260+140=610mm
其中D取30mm+30mm;F取260mm;G为BH顶出后高度,取14mm。
工作情况下实际空间A为540mm,有干涉70mm。
对策:在BH不顶起时工作,C理论需要(取60mm余量):B+E+D+F=100+50+60+260=470mm
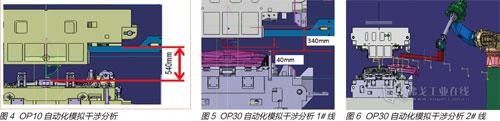
工作情况下实际空间A为540mm,无干涉,可以实现。OP10自动化模拟干涉分析如图4所示。
(2)J52-6301701-OP30存在的问题及对策
C理论需要(取30mm余量):B+E+D+F=90+50+30+260=430mm。
A实际为340mm,有干涉量90mm。旋转后也不能实现,可以降低干涉量为40mm。
其中D取30mm;F取260mm。
对策1:根据实际干涉量加工上模插刀,保证自动化的实现,因加工量对模具插刀强度影响较大,不建议此方案。
对策2:转线生产,2#线为柯马机器人自动化生产线,有6个轴,自由度高,可以通过在模腔内旋转工序件,避免与模具本体干涉。
OP30自动化模拟干涉分析1#线如图5所示,2#线如图6所示。
结语
冲压自动化在汽车行业已经普遍应用,机器人、机械手和高速线都已非常常见。冲压自动化若想达到最大生产节拍、提高效率并减少故障率,必须使压力机、自动化(拆垛、传输和装箱)和模具等因素最优化匹配,在生产过程中按照模拟过的轨迹调试生产,也可以根据现场情况再优化轨迹。DELMIA ROBOTICS仿真技术已逐渐被汽车主机厂所重视,尤其是规划设计部门,前期使用此软件分析一些比较复杂的大中型冲压件成形过程,制定合理的工艺路线,可以节省后期安调成本和人力劳动,作用甚佳。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖