客车行李箱门的粘接技术
随着人们对车身外观质量要求的不断提升,越来越多的新型材料和加工工艺被应用到车身制造当中。伊利萨尔公司采用铝板和铝型材粘接工艺制作行李箱门,不仅提高了整车的外观质量,还减轻了整车质量,降低了整车成本。
传统的箱门制作工艺采用铝质材料的外蒙皮与骨架通过铆接或氩弧焊接固定,铆接影响外观;而氩弧焊由于种种原因容易产生变形,焊接质量难以保证;而玻璃钢材质舱门制作加工容易,但易老化变形,影响客车外观。随着粘接剂种类的增多,适用范围的推广,更多品种材料骨架与蒙皮固定均可采用粘接工艺。不仅消除了以上缺陷,还减轻了整车质量,降低了整车成本,而且简化了工艺,提高了整车的外观质量,提升了产品的豪华品质。在国内众多豪华旅游大客车的生产厂家中,我公司率先采用铝板和铝型材粘接工艺来制作行李箱门。我公司的行李箱门用3mm的防锈铝板与由40mm×40mm×2mm氧化铝型材氩弧焊接的箱门骨架粘接而成,其中,合理地运用了弹性粘接技术。
弹性粘接技术
弹性粘接技术是研究不同的粘接材料采用相应的高强度弹性粘接剂,根据其特性采取适当的工艺手段使材料粘接固定在一起,达到一定的刚度、强度等技术要求的技术。在国外,弹性粘接技术作为一门先进的工艺技术,已得到广泛的应用,主要用于前后风窗、侧窗、门窗、窗内外装饰压条、顶窗、行李箱门、行李箱箱体蒙板以及外蒙板等的粘接和密封。
弹性粘接技术在大客车和火车上的应用,拓宽了材料的选择范围,增加了造型的灵活性,提高了设计的多重可行性;弹性粘接质量稳定,应力分布均匀,增加了冲击强度,能承受长期扭转应力,提高了安全性;弹性粘接振动小,噪声低,隔热保温效果好,提高了舒适性;采用弹性粘接技术可以降低总成重量,提高承载能力,省油、省电且经济性好;弹性粘接防水防尘,密封性好,通过粘接剂能形成保护层隔离金属材料,避免了湿气腐蚀和接触腐蚀,延长材料的使用寿命;采用弹性粘接技术拆装方便,容易维修。
弹性粘接技术的正确应用,首先必须确定粘接对象的材质和粘接后所需达到的刚度、强度等要求。根据以上要求选取相应的粘接剂,并根据粘接剂确定粘接参数,如粘接厚度、粘接宽度和止口形式等;然后进行粘接前的准备工作,如备料等;还要制定正确可行的粘接工艺;进行必要的准备,再进行粘接。
行李箱箱门的粘接
行李箱箱门的粘接是弹性粘接技术用于铝板和铝型材的粘接,它是将铝蒙板和预先焊好的铝方管骨架结构,依靠与舱门曲线一致的夹紧胎具夹紧定位实现粘接。
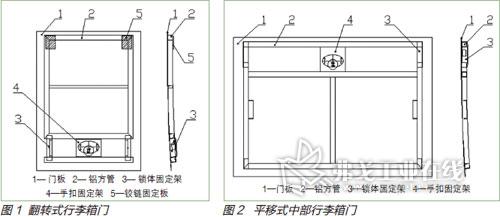
我公司生产的CENTURY、NEW CENTURY牌豪华旅游大客车的行李箱门,归纳起来有两种形式(见图1与图2的箱门结构)。结构主材由3mm防锈铝板、40mm×40mm×2mm氧化铝方管型材、8mm铰链铝垫板、3mm锁体冲压成型支架和锁抠固定支架等组成。
1.粘接剂的选择
舱门材料为铝板和铝方管型材。粘接靠夹紧胎具定位、夹紧和时效粘接。根据国外试验研究和论证的经验,现就我公司舱门铝材粘接工艺用的长春依多科化工有限公司的TOGOCOLL F500单组份聚氨酯粘接胶、EFBOND DW603铝锌活化剂和EFBOND DW603底胶。TOGOCOLL F500的技术参数如表所示。

TOGOCOLL F500是一种单组分且可在弹性的室温下湿气固化型聚氨酯粘接剂。除具有良好的粘接强度和冲击强度外,还具有耐老化、耐低温、耐磨、耐振动疲劳、耐水、耐油、耐化学药品、耐臭氧、耐细菌和强韧的弹性等优良性能,其中耐油、耐低温性能尤为突出,使用方便,堆积性能好,可进行喷漆处理。但要注意的是:一旦开封使用,必须当日用完,否则硬化后无法使用。它应在5~25℃、阴凉干燥的环境中保存。
TOGOCOLL F500粘接剂主要适用于汽车玻璃的直接粘接;客车车身钢板、铝板与框架的粘接;玻璃钢件与车身框架的粘接;塑料件的粘接;汽车玻璃的返修和更换。铝、锌材料的粘接在使用TOGOCOLL F500之前要预涂EFBOND DW603铝锌活化剂和EFBOND DW604底胶。
EFBOND DW603是一种溶剂型活化剂,主要使用于铝板或镀锌板表面粘接前的活化处理,与EFBOND DW604底胶配合使用,可提高聚氨酯胶粘剂TOGOCOLL F500对铝、锌表面的粘接强度。
2.粘接参数的确定
首先根据粘接剂的物理特性,进行强度计算,经试验、论证以及修正,确定所需的粘度剂的厚度、宽度等参数。粘接剂作为弹性材料在恒定应力(如舱门自重)的作用下,应避免静态载荷对粘接剂作用形成塑性变形。根据实验经验,选取粘接剂的粘接厚度为2~3mm,可由夹紧胎具控制,粘接剂的粘接宽度为40~45mm。
3.舱门的设计与制作
舱门骨架的设计,依据车身总体布置,确认舱体性能,在满足功能要求的前提下,力求舱门骨架简单,满足强度、轻量化的需求。骨架组焊,需在组焊胎具上完成,并进行必要的校验整形。舱门蒙板选用符合质量标准的铝板,表面平整,不得有翘曲、波纹等外观缺陷。

4.舱门粘接胎具的设计与制作
舱门粘接胎具大体由5部分组成,如图3所示,钢板辊弧的弧度要和舱门弧度相同,完全贴合。为保证舱门蒙板的弧度和侧围曲线一致,钢板的平面度、直线度形位公差及表面弧度不贴合度要求偏严,辊制的钢板不得有棱线,弧度圆顺,保证其制作加工精度。考虑人工操作等因素,胎具的长度不宜过长,范围为3000~3800mm,便于工人灵活操作。粘接胎具制作简单,同一侧围曲线不同长度车型,舱门高度不同,可以使用一种粘接胎具,大大降低了车型更新的成本。粘接胎具简图如图3所示,实物如图4和图5所示。
粘接工艺
1.粘接准备
粘接前首先准备好要使用的粘接剂,并对粘接剂的性能及使用时的注意事项进行详细了解;其次了解粘接过程及粘接件使用的环境条件,并准备好粘接过程中所需要的允许粘接的环境条件和各种工具及物料等,如:合格的舱门铝蒙板,预先焊接好舱门骨架;工作场地应具备良好的通风和照明,且温度不能低于15℃,湿度不小于30%,准备区域(清洗或磨光)与粘接场地应隔开,配备稳定的粘接胎具;无油的压缩空气,以吹去表面灰尘;用于在材料和粘接表面作标记的记号笔;擦拭粘接表面的棉布;不同型号的毛刷;工作手套;特制的挂刀用以清除多余的粘接剂;挤粘接剂用的可靠手动式或带减压阀的气动式胶枪。切除喷嘴用的刀片;专门制作的粘接夹紧胎具和卡兰;粘接前清洗粘接表面用的清洁剂丙酮,清洁布;粘接材料:TOGOCOLL F500单组份聚氨酯粘接胶和EFBOND DW603铝锌活化剂,EFBOND DW604底胶。准备工作完毕即可着手粘接。
2.粘接过程
(1)按图样将舱门骨架靠合到舱门蒙板上,用划针画出需要胶粘的准确位置。
(2)用丙酮清洗舱门骨架和舱门蒙板要胶粘的部位。清洗是粘接工作中一项重要的工作,需达到无尘、无油脂和无松动的颗粒,且粘接表面必须干燥。清洗剂只能用纯溶剂,如丙酮、丁酮和酒精等,不能用硝基溶剂或硅洗涤剂和W000清洗剂。而清洗剂的选择应根据材料本身的特性即材料对清洗剂是否有抗性确定。清洗剂清洗后应充分让其挥发,直至完全干燥后方可进行下一步骤。若清洗溶剂未完全挥发就粘接,会损坏粘接剂的愈合过程,因此使用棉布清洗时不要饱和的沾满清洗剂,以易于挥发,缩短干燥时间。用棉布沾一点清洗剂按一致方向(顺时针或逆时针)擦拭,擦拭时要不时翻折、更新,直到最后摸拭看不出污痕为止,然后让其充分挥发干燥,一般为10 min。最后必须用干燥洁净柔软的纸张或布擦一遍。
(3)用洁净的毛刷在舱门骨架和铝合金板材欲胶粘的部位涂布EFBOND DW603铝锌活化剂,晾置5min以上。在活化的(涂有DW603的表面)舱门骨架、铝合金板材欲胶粘的部位涂布EFBOND DW604,晾置5min以上。
(4)将涂刷了底胶的舱门铝板,涂胶面朝上,放入夹紧胎具的工作台上定好位置;吹气待粘接表面符合要求后,将聚氨酯胶粘剂TOGOCOLL F500涂于铝蒙板涂有底胶的欲粘接部位。
单组份聚氨酯粘结剂可分为硬包管装和软式包装两种。管装粘结剂使用时在管头部的铝箔封闭口处开孔,装上塑料喷嘴,根据止口的宽度用快刀在喷嘴上按所需尺寸开口,其形状一般采用三角形,因为这样可以避免在压缩的粘接剂桶中存有空气而影响剂量,从而保证粘接剂打出成一直线,可以很规则。一般喷嘴开口尺寸大小应根据粘接厚度及粘接宽度经试验确定,然后装入挤胶枪内即可使用。软式包装粘接剂使用时,应配套使用专用胶枪。将胶装入胶枪,将头部剪开,装上胶枪配套的喷嘴(开口形状为三角形)即可使用,用完后将胶皮从胶枪内取出。低温下施工时使用前先将粘接剂软管加热至350℃再使用。
用胶枪将按逆时针或顺时针方向挤在蒙板的粘接表面上,要根据经验控制打胶量,以避免浪费。注意粘结剂应挤在粘接宽度中心线位置,而且要规范。
(5)将舱门骨架按预先的标记靠合到打过胶的蒙板上,位置一定要准确。
(6)转动粘接夹紧胎具的上半部压向要粘接的舱门。用卡兰和胎具上的紧固件夹紧舱门。胶粘剂为高速快干物质,愈合时间很快,因此以上工作应在粘结剂挤出后一段时间内完成;夏天一般为10~20min,冬天时间可稍长一些。
(7)粘接的舱门要在夹紧和温湿的环境下保持24h,使胶充分固化,工作间的温度和湿度都有一定的要求。粘结剂愈合安全可靠的时间一般为16h左右(以温度为320℃,湿度为55%为标准),通常适当加长至24h左右。
(8)24h后即可拆除夹紧胎具,行李箱门粘接完成。刮去边口挤出的多余胶体,最后在沿舱门骨架与蒙板的缝隙挤入密封胶,舱门完成粘接。
结语
实践证明,粘接舱门工艺具备先进的工艺性,良好可靠的操作性,保证和提升了整车的品质和外观质量。这种先进工艺正逐步被国内客车制造业广泛采用。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖