实现轻量化的车身高速装配解决方案
目前,德国三大世界豪车品牌已成功运用FFS装配系统,并且该系统还广泛应用于欧洲以及美洲的汽车制造业。本文着重介绍德派公司为市场带来的德派“FFS热熔直钻高速装配系统”的特点及其加工原理。
目前,热熔直钻拧紧技术已被汽车白车身装配工程师所普遍采用。但是按照设计,将会有数百种螺钉装配到车身上,这就需要一种特殊的拧紧系统来应用这种技术。一般我们会用机械手来完成白车身装配:即将德派的“机械手末端工具”——FFS安装于机械手上并通过机械手移动到每个螺钉位置。下面着重介绍德派公司为市场带来的汽车车身制造工业装配解决方案——德派“FFS热熔直钻高速装配系统”(见图1),过程分解图如图2所示。

图1 德派“FFS热熔直钻高速装配系统”
在拧紧过程开始时,热熔螺钉置于无预先钻孔的铝或是薄钢片的表面,螺钉承受高速运转向下的垂直力,同时产生极高的摩擦热,材料在高温下融化;随后,螺钉顶端穿透材料,从而形成贯穿的孔,逐渐形成螺纹。针对将来可能出现的维修状况,这种机械成形螺纹也可以使用常规螺钉。一旦螺纹成形,螺钉按照预设的转矩紧固,同时达到预设的转角。更重要的是,拧紧过程不需要用到螺母或螺栓。通过这种FFS热熔直钻高速车身装配工艺,在拧紧过程中就已经实现了防松的作用。事实上,对于拧紧过程可靠性有影响的所有参数,在这里也同样重要。而且完全不需要提前在材料上钻孔,可以极有效率地完成装配工作。应用于现代车身结构上,装配螺钉的节拍要小于2s。
如果专注于拧紧过程本身,德派FFS热熔直钻高速装配系统特别适用于螺钉位于局促空间不易进行拧紧的装配站点;这也恰恰是热熔直钻的优势,如果轻易能够到达两侧的拧紧点,我们可能会选用铆钉来连接。但是,当无法轻易到达两侧的拧紧点时,采用FFS热熔直钻高速装配工艺就是最好的拧紧方式,仅从单侧即可完成拧紧连接。
这项全新技术是依托之前的所有产品创新出来的,使用1:1的偏心齿轮校准驱动电动机和拧紧轴的拧紧系统使最小拧紧间距达到14mm空间位置的螺钉,这是全球独一无二的。此外,该系统可以有效减少因为送钉带来的等待时间,每次送料会供给2颗热熔直钻螺钉,当第一颗螺钉被拧紧,另一颗螺钉会立刻在出口连接的位置等待,缩短了工作节拍的同时提高了工作效率。拧紧系统的尺寸和质量也尤为适合机器人自动化应用,所有的拧紧单元可以简便地集成到自动化设备中;更有利的优势是,通过卡口式组件(螺钉定位器→入口连接)可以快速更换,无需使用专用工具。当需要改变螺钉的尺寸,或是有紧急故障发生时,这一设计的优势就能完全体现出来。
在加热和流动成形阶段,系统有极大的下压力和极高的转速,在螺纹成形阶段,速度和压力都降低。在接近最终转矩和拧紧角度时,转速和压力再次降低。热熔直钻拧紧设定的每步参数都尤为重要,德派的FFS热熔直钻高速装配系统必须要做到极度灵活和柔性化。举例来说,车身有数百种螺钉需要定位和拧紧,因为材料、形状和板厚度的不同,需要对不同转矩参数进行设置。一个关键的质量特性是实现设定的转矩和旋转角度。如果螺钉拧紧条件发生变化,例如材料不同、厚度不同或螺钉形状不同,那么攻螺纹转矩通常也需随之改变。为了能够在单套拧紧系统中执行各类螺钉紧固任务,在某些情况下,实际上无法做到充分检查每个初始转矩和转角参数的过程执行情况。
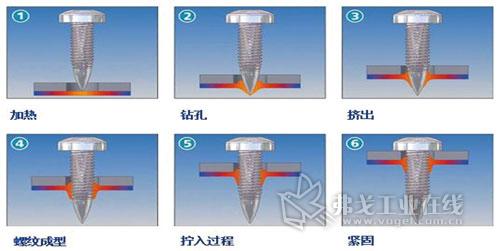
图2 德派“FFS热熔直钻高速装配系统”过程六步骤
德派能够提供自有的拧紧工艺。举例来说,每次单独的计算落座转矩,通过分析螺钉拧紧过程中的改变转矩(摩擦系数分析),加上之前定义的落座转矩,保证最终的有效转矩值不变。这样,螺钉拧紧参数将会根据不同的场合自动调整。
FFS热熔直钻高速装配系统亦沿用德派新型程序控制系统,从而实现了不同拧紧步骤的过程参数控制。基于AST系列程序控制器搭载德派电动伺服螺刀使用的成熟案例,该控制器通常能够很好地监控这些精微步骤的过程处理。整套系统已在客户端建立了良好的信赖度。同时它提供了一个友好的用户界面,使得操作者能够轻松对复杂的拧紧过程进行配置。
数字位置传感器能够监控每步复杂的拧紧过程。当螺钉接近并且定位到组件中,位于出钉口和德派FFS热熔直钻高速装配系统中的传感器系统会对螺钉实际状态与定义的参考值进行比对。如果组件的几何形状与预设的参数值不吻合,可能是因为金属部分已弯曲,螺刀的拧紧过程和转矩参数会自动调节去匹配已变形的金属片材。这类情况发生时会发出一个信号,使得螺钉拧紧过程被启动;最后一个步骤是检查螺钉拧紧的状态。各个参数都将被单独的分析,对比预设的参考值,如果它们是在公差范围内,将显示一个“OK”的确认信息,这种办法确保了持续的质量控制。
最新FFS热熔直钻高速装配系统产生高下压力和高转速为预热钻孔形成的第一阶段做好充分准备。对于固定式驱动电动机,设计工程团队通常会参照MINIMAT及MICROMAT的6000r/min的转速和15N.m转矩范围进行尝试和测试电动机。由一个气缸提供送钉行程,再由一个合适的电磁阀控制气缸。同样地,另一个气缸接配合适的比例阀在启动螺钉拧紧程序时(最大转矩300N.m)可以提供高的下压力。如此完美的作用力搭配,造就了整套螺钉拧紧系统高效灵活的运转。
基于德派FFS热熔直钻技术能实现各类不同类型金属钣金件的高强度紧固连接,其最明显的优势在于可用于待拧紧的钣金件一侧面已预冲孔,或为需要取得合理效果未做预冲孔或预钻孔的工况;现代轻量化结构在汽车行业的应用为FFS热熔直钻高速装配系统一个典型应用,堪称是汽车工业装配的一项具颠覆性革新的技术。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖