螺栓端面垂直度检具的应用和计量方法
在实际生产过程中,常会遇到检测螺纹孔对端面垂直度的问题。针对螺栓端面垂直度的检测,本文介绍了一种简单实用的测量工具,并对其计量原理、误差排除、制造与使用等进行了阐述和分析。
螺栓是用于机器零部件之间连接、紧固的最为常见的零件,紧固时其端面受到很大的压力,如果端面相对于螺纹垂直度不好,意味着紧固时端面和被连接件的接触不均匀,容易在螺栓头部形成附加弯矩,这对于螺栓疲劳强度十分不利,甚至会导致螺栓掉头的质量事故发生。因此,不少受力较大的连接螺栓设计图样对于其端面相对于螺纹的垂直度都有要求,一般为0.1mm。
螺栓端面垂直度检测方法
因形状复杂特殊,螺纹的检测都比较难,国外有专业的螺纹测量技术公司推出不少专业的螺纹测量仪,可以用专用的自定心夹头夹住螺栓的螺纹段,用指示表测头接触螺栓的端面,再旋转夹头,这相当于使螺栓绕螺纹段中心线无轴窜旋转,看指示表最大变化量就可以测量出螺栓端面跳动。由于螺栓端面是环带,跳动近似等于垂直度,检测方法符合要求,但这些测量仪造价不菲,购置成本很高。
一些通用测量设备如三坐标测量机、光学测量机也有相关的螺纹测量功能,但都不够专业。例如:三坐标测量机按理论螺距沿螺旋槽取点建立轴线,受到螺距精度影响,且测球探不进沟槽内部,测量精度不高,检测过程比较麻烦。光学测量机一般用于两头带中心孔的轴类零件的检测,对于螺栓没有可靠的装夹办法,故我们不主张采用这些通用测量设备检测螺栓端面垂直度。

图1 用高度卡尺带的杠杆百分表向上测量螺栓端面
曾经有人采用螺纹环规通端作为测量螺栓端面垂直度的检具,具体方法是:将被测螺栓旋进螺纹环规通端,将螺纹环规通端端面放在平板上,使螺栓螺纹在下,头部在上,用高度卡尺带的杠杆百分表向上测量螺栓端面(见图1),以测出其与平板之间的平行度,也就是与螺纹的垂直度。这种方法显然要基于一个前提:此时螺栓螺纹中心线必须保证和平板垂直。做到这一步,需要螺纹环规通端的螺纹孔和与平板接触的端面垂直,同时螺栓旋入时没有间隙。螺纹环规通端的螺纹孔和其端面是否垂直暂且不论,仅间隙问题就很难消除,所以,这种检测方法理论上可行但精度无法保证。
本文介绍的检具原理与螺纹环规通端的方法相似,但做了一定的改进:将螺纹环规通端做成可收缩的结构,开槽加锁紧螺钉,当螺栓旋入后锁紧,从而可以消除间隙,同时保证了端面和螺纹孔之间的垂直。这样再用同样的方法测出来的值就是端面垂直度。
螺栓端面垂直度检具计量原理
上述检具初看很不错,但存在一个问题:如何进行计量,主要是端面和螺纹孔之间的垂直度如何进行计量?三坐标测量机的精度不够,光学投影也测不出来,只有通过间接测量的方法来计量检具是否符合要求。
我们经常遇到一个规律:在检具上测量标准样件时,如果合格说明样件和检具都合格的可能性极大。例如:在圆度仪上测量标准球,如果圆度不合格,说明圆度仪和标准球中至少有一个不合格。如果圆度为0或非常低的值,说明圆度仪和标准球都合格或误差正好相互抵消,但后者几率很低。判断两个直角尺是否合格可将两个直角尺在合格的平板上对着推靠,如果有超出要求的缝隙,说明至少有一个直角尺是不合格的,如果严丝合缝,说明两个都合格或者正好误差相互抵消,但后者几率很低。如看刀口尺直线度可以将2个刀口尺对在一起看,如果有缝隙,说明2个刀口尺中至少有一个是不合格的,如果严丝合缝,说明两个都合格或误差正好相互抵消,但后者几率很低。
同理,我们可以做一个和螺栓垂直度检具配合的标准螺栓,其端面与螺纹垂直,当二者配合后,在两者都合格的前提下,螺栓垂直度检具和标准螺栓的端面之间的关系一定是平行的,反之,如果两个端面之间不平行,说明至少两者中有一个垂直度不合格。我们可以完全不用考虑螺纹如何,只需检测螺栓垂直度检具的端面与标准螺栓的端面之间的平行度,就可以推论垂直度检具是否合格。这样就会将一个非常复杂的难题转化为十分简单的平行度测量了。当然,如果担心有误差相互抵消的特殊情况,可以将标准螺栓任意旋转一个小角度再次测量即可。这种方法实际上是增加了检具的复杂程度并令精度要求更为严格,但这是必须付出的代价。螺栓垂直度检具及标准螺栓结构示意如图2所示。
修正值的确定和误差排除方法
螺栓垂直度检具的螺纹孔与端面之间的垂直度或多或少会存在一些误差,计量时最好能测出垂直度误差数据和偏向,以方便在必要时加以修正。此外,计量时最好能避免螺栓垂直度检具垂直度合格而仅仅标准螺栓超差时所造成的误判。
在平板上计量螺栓垂直度检具及标准螺栓时(用杠杆千分表),测出标准螺栓最低点位置并做出标记,同时在螺栓垂直度检具的对应点上做标记,并记录平行度数据;然后旋转标准螺栓大约90°,重复上述工作,直至标准螺栓和螺栓垂直度检具分别有4个标记点和4个记录数据。
如果标准螺栓的4个标记点分散(相隔90°),而螺栓垂直度检具4个标记点位置基本相重合且4个平行度数据接近,说明标准螺栓误差很小且螺栓垂直度检具螺纹孔的偏转方向就是标记点的位置方向,修正值就是记录数据,在实际测量螺栓时可以忽略该误差。
如果标准螺栓的4个标记点很集中,数据基本一致,而螺栓垂直度检具4个标记点位置分散(相隔90°),说明标准螺栓的垂直度不好,而螺栓垂直度检具的垂直度很好,不必加修正值。此时即使测量数据超差,也可以接受,因为只是标准螺栓的垂直度不好,不影响垂直度检具的使用。
如果毫无规律可言或数据差异较大,则无法计算修正值,也无法排除螺栓垂直度检具的误差(说明两个都有误差),这时就需要加严控制平行度,无论任何旋转角度都要合格才行,否则需要返修。
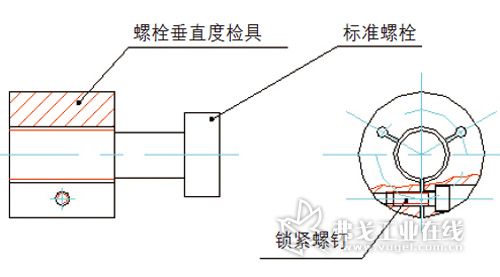
图2 螺栓垂直度检具及标准螺栓结构
螺栓端面垂直度检具的制造及使用
1. 制造要点
螺栓垂直度检具不容易制造,返修率较高。其关键点在于要先做标准螺栓,以其中心孔定位在高精度螺纹磨床上加工螺纹,再以其中心孔定位在外圆磨上靠磨端面,这样在理论上螺纹与端面就是垂直的。
然后将半成品的螺栓垂直度检具(螺纹孔加工完毕,端面留量)旋入标准螺栓锁紧,以标准螺栓中心孔定位在外圆磨上靠磨螺栓垂直度检具端面,这样在理论上螺栓垂直度检具螺纹孔与其端面就是垂直的。
2. 使用方法
(1)清理检具、平板、被测螺栓灰尘、油污、铁屑和毛刺等;
(2)将被测螺栓旋进检具,锁紧紧定螺钉,以螺栓旋不动为止;
(3)将检具端面放在平板上,用高度卡尺带的杠杆百分表侧头向上压在被测螺栓端面上,在平板上旋转检具或移动高度卡尺,杠杆百分表指针最大变化量就是所测的垂直度。
结语
本文介绍了螺栓端面垂直度检测方法的计量原理,以及检具制作、使用及修正方法。目前该检具已经投入使用,在实际生产中非常方便实用,大大提高了检测效率,具有较高的实用性和性价比。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖