变速器凸缘盘漏气问题攻关
针对法士特集团公司某类型的变速器总成在气密过程中凸缘盘漏气的问题,运用因果图法进行分析,并通过改进螺母的拧紧工具和提高零件的质量改进,实现了改进目标,有效地解决了生产难题,提高了变速器总成的一次装箱合格率,也提升了产品的整体质量。
我公司自主开发的新型机械式双中间轴汽车变速器具有中心距小、性价比高且档位多,便于整车布置、燃油经济性好、动力输出装置形式多样以及体积更小、重量更轻和节能环保等性能优势,可为多种车辆配套使用,并能最大限度地为用户降低运输成本。近期,该变速器总成在装配过程中质量稳定但气密试车时凸缘盘处常常漏气。每天凸缘盘漏气数量达到当天生产总数的10%以上,对变速器总成产品质量存在严重隐患。我们运用因果图法对凸缘盘漏气问题进行了分析,并有效地解决了该问题。
技术原理及分析
1.气密检测技术要求
变速器总成装配完成后,用气密检测仪进行检测,合格标准为:在气压(35±2)×10-3MPa时,保持压力30s,测试4s气密泄漏量不大于2×10-5MPa。
2.装配工艺及过程
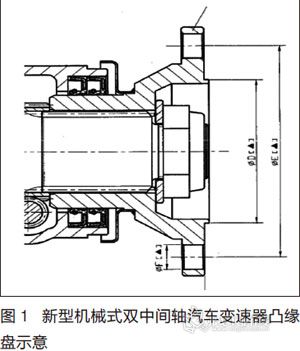
新型机械式双中间轴汽车变速器凸缘盘示意如图1所示,其装配过程如下:取隔垫,倒角朝下装到副箱主轴上;取里程表主动齿轮,套入输出轴上;取凸缘盘总成套入输出轴;取平垫和凸缘螺母,拧入输出轴,拧紧力矩为609~677N.m;装输出凸缘盘防尘罩。
3.分析解决问题
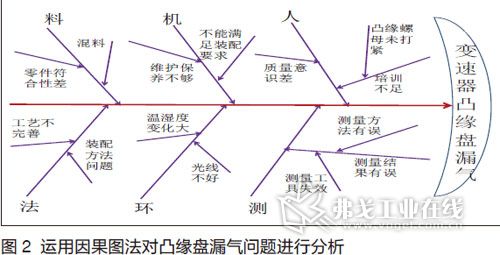
根据变速器总成装配过程,从人、机、料、法、测和环几个方面对变速器凸缘盘处漏气问题进行不合格原因分析。查找泄漏点是问题的关键所在,用泡沫水刷涂变速器各个结合面,可以看出凸缘盘漏气主要集中在凸缘螺母和平垫结合处以及凸缘螺母尼龙处两个部位。
运用因果图(见图2)法对凸缘盘漏气问题进行详尽的分析,尽可能分析到更细小的原因,直到不能分析出更小的原因为止。考虑人、机器等因素比较稳定,属于受控状态。该类型变速器总成属于新产品,着手从设计、工艺和零件方面分析原因。
(1)设计因素分析
经过计算,该产品的凸缘盘压紧面很小,只有3mm,但经过与设计沟通、讨论,认为该尺寸完全能满足此类中心距小、体积小和重量轻的变速器总成,符合设计要求,不会造成凸缘盘的漏气。因此,设计因素不是造成凸缘盘漏气的主要原因。
(2)装配过程的稳定性分析
装配过程中人员、环境、设备、工艺参数和装配方法等因素的不良累积会反馈到变速器总成的产品质量上,造成总成气密不达标,此处表现为凸缘盘处漏气。
装配车间的操作人员都是经过培训上岗的,对装配工艺及方法、过程非常熟悉,装配工位操作熟练,方法娴熟。装配车间环境持续稳定,没有变化。
在工艺参数要求方面,变速器凸缘盘凸缘螺母的拧紧力矩为609~677N.m。但近期,变速器凸缘盘的拧紧工具采用普通气扳机拧紧的方式。约600N.m的转矩数值较大,人为力量无法准确控制大小;如果使用气动电控定扭拧紧工具打紧螺栓和凸缘盘凸缘螺母,转矩数值稳定、大小精准可控,容易满足工艺要求。对产生漏气的变速器总成凸缘盘凸缘螺母扭矩进行测量,数值大多在400~650N.m之间,可能是拧紧工具不合适。因此,拧紧工具是问题的要因。
(3)相关零件尺寸的符合性
对变速器结构进行分析,从凸缘盘凸缘螺母与平垫结合处向外漏气,可能是凸缘螺母或隔垫尺寸不符合图样要求,对3件凸缘螺母进行相关尺寸测量,其结果如表1所示,平垫相关尺寸如表2所示。经比对,平垫的内孔倒角尺寸超差是问题的要因。
解决方案及验证
1.改进
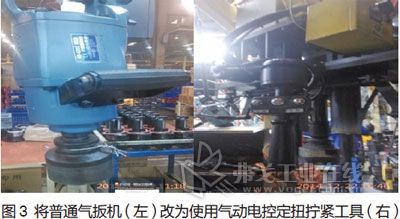
对装配过程中的拧紧工具进行改进,对该工位采用比较先进的定扭拧紧方式,将普通气扳机改为使用气动电控定扭拧紧工具打紧螺栓和凸缘螺母(见图3)。
扭紧工具改进后,虽然成本有所增加,但测量结果显示扭矩完全符合设计、工艺要求,气密过程稳定,产品质量有了显著提高。两种拧紧工具打紧后,转矩测量结果对比如表3所示。

2.平垫质量改进
督促平垫供应商对平垫的质量按照8D要求进行整改,对整改后的零件抽取20件,测量结果全部合格。经过对平垫内孔倒角不均匀现象改进,零件的尺寸完全符合图样要求。
3.验证
对改进后(采用气动电控定扭拧紧工具和整改后的平垫)装配的变速器总成进行为期三周的跟踪,具体情况如表4所示。
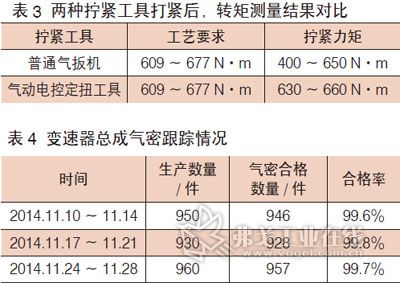
从跟踪结果来看,攻关后变速器总成气密合格率不低于99%,有效地提高了该类型的变速器总成一次装修合格率。气动电控定扭工具的运用及零件的符合性,保证了装配后变速器总成气密符合的符合性,满足了工艺要求,凸缘盘漏气问题大幅度减少,变速器总成的一次装修合格率显著提高,为企业减少了制造和检验成本,达到预期目标。
为巩固攻关效果,采取以下固化措施:对装配工艺进行修订与完善,要求凸缘盘凸缘螺母力矩必须采用气动电控定扭拧紧工具拧紧;要求供应商对零件的整改效果进行固化。
结语
通过此次攻关,该类型变速器总成的一次装箱合格率显著提高,改进效果良好,实现了预期目标。变速器总成的质量问题往往是复杂棘手的,牵扯到诸多方面。因果图法提供了一个很好的解决问题的思路,从人、机、料、法、测和环几个方面逐个分析,层层剥开,找出问题发生的关键所在。改进中认真执行PDCA方法,能较好地运用数据分析来解决问题,有利于对改进效果进行总结分析,值得在以后的生产中广泛推广,并为其他问题的解决提供参考,为后续其他产品工艺攻关打下基础。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖