缸体顶面平面度测量及超差问题分析与解决
缸体缸盖结合面(简称“缸体顶面”)对平面度的精度要求很高,它是缸体加工过程中的关键控制项,对发动机缸垫的密封效果起着重要作用。缸体顶面密封性能差会出现漏水、漏油和漏气现象,这不仅会造成发动机动力损失、功率下降以及使用寿命降低,而且还会导致环境污染和能源的浪费。
影响平面度的因素很多,常见的有刀具的切削角度、加工参数、走刀路径、工件与刀具的相互位置、定位夹紧以及毛坯刚度等。排除这些,还有两个非常关键的影响因素:一是测量因素,当采用CMM测量时,采样路径是否合理对平面的测量结果影响很大,不合理的路径会导致测量结果失真,不合格产品流到客户手中;二是工艺加工顺序,即后工序的受力可能导致已加工平面的变形。
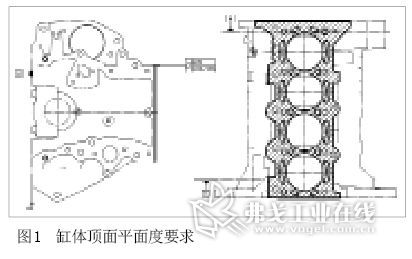
如图1所示,某型号发动机缸体顶面整体平面度要求为0.05,100 mm×100 mm区域内平面度要求为0.03。加工工艺为:粗铣缸体顶面、粗镗缸孔—精铣缸体顶面、半精镗/精镗缸孔、缸孔倒角—珩磨缸孔、曲轴孔—其他清洗试漏工序。在此,我们以该发动机缸体顶面平面度存在的问题为例,来探讨影响缸体顶面平面度的上述两项影响因素,并制定相关解决措施。
平面度测量中存在的问题及改进措施
1. 存在的问题
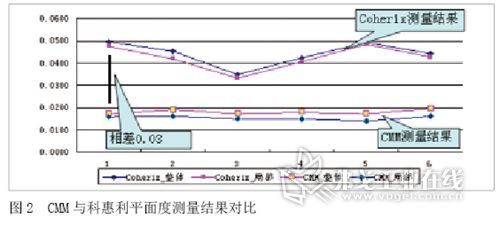
某新型发动机产品在项目阶段进行试验时不断有发动机缸垫泄露问题发生,但检查CMM测量的平面度过程能力数据极其稳定,能力指数Cpk达到2.0以上,无超差现象。后经高精度激光全息扫描设备科惠利检测发现,缸体顶面平面度质量非常不稳定,不同批次的零件均存在超差问题。对6个缸体用CMM和科惠利进行测量对比,如图2所示, CMM测量结果整体比科惠利明显偏小,最大相差0.03,测量误差横跨了整个局部平面度公差。
2. 原因分析
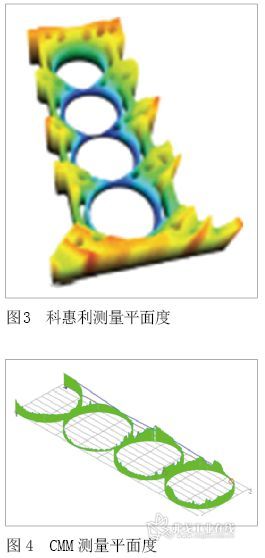
对比CMM与科惠利的测量方式,二者测量精度基本相同,均可达到0.1 mm,其主要差异在于数据采集方法及采集范围的不同:CMM只能按照规划好的路径扫描采集数据,无法覆盖平面所有区域,数据采集点少,如果工件存在变形,计算得到的平面度只能代表采集区域的平面度,无法正确评价整个面的平面度;而科惠利是通过激光扫描所有的点生成平面特征图像,同时计算平面度,数据点覆盖了零件的整个表面(见图3),采样密度达到44个/mm2采样点。毫无疑问,科惠利测量结果更能接近实际加工表面。
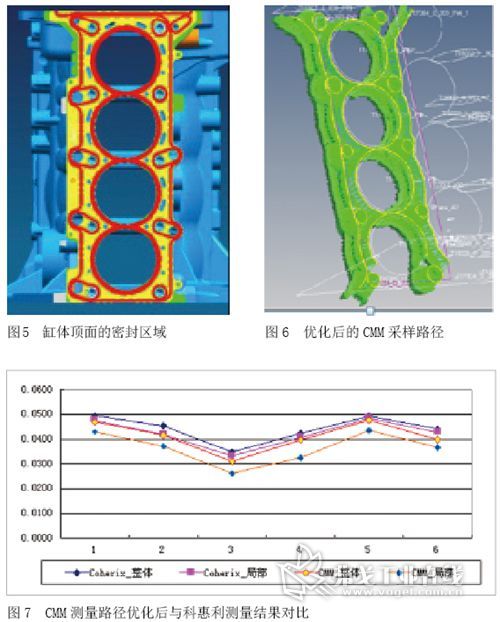
图4所示是某型号缸体顶面优化前CMM的扫描轨迹,扫描轨迹沿着4个缸孔周围,缸体边缘没有被覆盖,因此缸体顶面部分区域平面情况未评估到,其结果也就无法真实地反映整个缸体顶面及缸体边缘的局部平面度情况。
3. 改进措施
虽然用科惠利测量平面度的结果更真实可靠,但由于测量项目有限且价格昂贵,不适合作为过程抽检设备,仍然需要CMM作为主要检测设备。从上述分析可知,要使CMM测量结果更接近实际平面,必须采集到能代表实际平面的数据点。但CMM使用探针扫描,同时为保证测量效率,不可能采集整个平面的数据点,因此可从加工平面的功能出发,规划合理的采样路径来满足平面的使用要求,即:采集路径需要覆盖或代表整个使用区域。缸体顶面主要起密封作用,平面度的测量结果必须能反映密封区域的平面度,根据密封区域来确定CMM采样路径。图5所示为缸体顶面密封区域,图6所示为优化后的CMM测量路径,其中黄色线为扫描路径,即:沿着缸孔周围扫描,沿着水道孔和10个螺栓孔扫描。
优化采样路径后,再将CMM与科惠利的测量结果进行对比,如图7所示,二者非常接近,缸体顶面平面度最大只相差0.007,在可接受的误差范围内。
平面度超差问题及解决措施
1. 超差情况
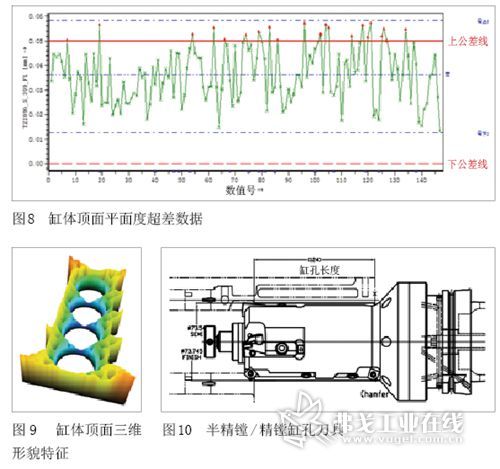
采用新扫描路径后的缸体平面度CMM测量结果(见图8),平面度极其不稳定,过程中存在超差现象,潜在能力指数Cpk在0.6~0.8之间(即每千件中就有10~20件超差)。
2. 原因分析
通过科惠利扫描超差缸体形貌特征,如图9所示,整个平面呈现中间下沉、周围上翘的趋势,尤其是两个缸孔之间的鼻梁区域下沉最为明显,这是受到某个向下的拉伸力作用的结果。对加工工艺进行检查,缸体采用一面两销定位(油底壳面及其面上2个销孔),定位夹紧不存在变形。再看工艺加工顺序:“先精铣顶面—再半精镗/精镗缸孔,缸孔倒角”,半精镗缸孔及缸孔倒角为一把组合镗刀(见图10);整个缸孔加工顺序是“半精镗(3个陶瓷刀片推镗,加工余量0.7 mm)—缸孔倒角(1个CBN刀片)—精镗(1个CBN刀片拉镗,加工余量0.25 mm)”,其中只有半精镗推镗缸孔时,对孔壁有向下拉伸的作用力。由于缸孔之间孔壁较薄(鼻梁区域厚度1.98 mm),缸孔较长(124 mm),受到持续的拉伸力作用时,可能导致缸体顶面发生变形。尤其是缸孔鼻梁区域要受到两次拉伸,所以下沉情况最为明显。
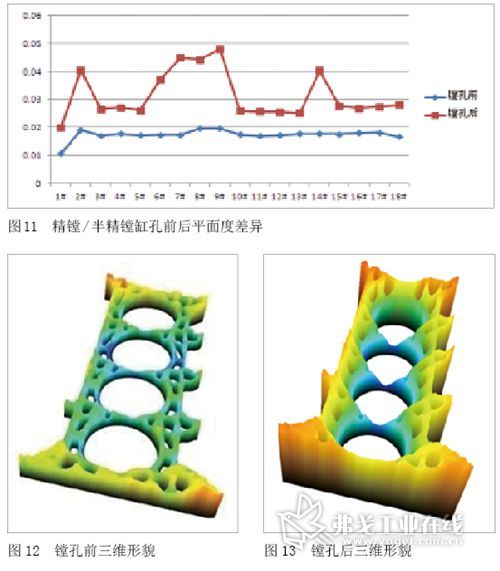
为验证变形是否存在,我们进行了如下试验:在保证刀具和机床相同且状态良好的情况下,加工同批次的18件缸体,加工完顶面不加工缸孔立即实施100%的CMM测量,结果平面度均在0.02以内,且非常稳定;再次上线放入机床镗缸孔,镗完缸孔再进行100%测量,结果平面度均在0.019以上,最大接近公差上限0.05,且极其不稳定。缸孔加工前后CMM检测平面度差异对比如图11所示。对同一缸体镗孔前后采用科惠利检测其三维形貌特征变化,如图12、图13所示,缸体顶面中间无下沉,周围上翘趋势发生在镗缸孔之后。
事实表明,缸体顶面平面度超差的主要原因是镗缸孔后平面发生变形,因毛坯硬度、刀具寿命等因素的影响,变形大小存在一定的差异。
3. 改进措施及实施后效果
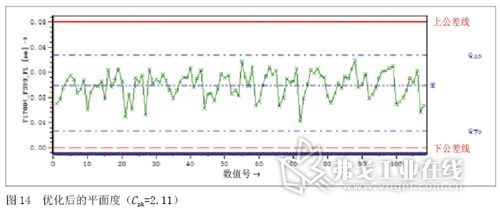
因采用CNC加工,可对工艺的加工顺序进行调整,于是将“先精铣缸体顶面再镗缸孔”改为“先镗缸孔再精铣缸体顶面”。图14所示为优化顺序后批量加工4 500台缸体的抽检数据,平面度在0.03左右,能力指数Cpk达到了2.0以上(超差数量不大于0.01件/千件)。
结语
综上所述,我们得出如下结论:
1.采用CMM测量平面度时,必须根据加工平面的特点合理正确地规划数据采集路径,方可得到有效的测量结果。
2.为确保CMM测量结果的真实可靠性,还需选择更为先进的测量设备进行对比,以便及时发现问题。
3.铸铁材料的缸体虽然不易发生变形,但是由于缸孔较长,且缸孔鼻梁区域较薄,在持续的拉伸作用下,累积的微量变形会导致缸体顶面平面发生变形,引起平面度超差。
4. 对于平面问题分析,从三维形貌特征变化着手,有利于问题的发现解决。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖