滚磨加工齿轮齿根形式及刀具设计研究
随着市场对高性能、高品质的汽车传动系统的需求,齿轮行业对齿轮性能、精度的要求也在不断提高。磨齿工艺包括热前磨齿和热后磨齿,常见的是热后磨齿。热后磨齿可以消除热处理变形,保证齿轮精度,在高精度的齿轮加工中应用广泛。磨齿前需要采用滚齿、插齿以及目前正在大力发展的滚插齿技术进行粗加工。粗加工给磨齿在齿厚方向单边留有0.08~0.02 mm的磨削量(根据齿轮模数大小、材料、磨齿机性能、热处理变形控制水平、自动对齿精度以及磨前粗加工精度等因素综合给定),目的是提高磨齿效率,防止齿面磨糊、磨裂。
滚齿相较插齿效率更高,机床结构也更简单,可靠性高,成本低。根据齿轮使用的工况特点,滚磨加工有不同的齿根要求,主要包括不磨齿根、齿根全磨以及齿根半磨。不同形式的齿根对应着不同的设计参数要求,也对应着不同的滚刀设计方法。
不同齿根要求对应的适用工况
1.不磨齿根
齿根不允许磨削是最常见的滚磨技术,特点是齿根完全由滚齿加工,磨齿工序只去除留磨量,保证设计参数要求的检查点SIC要求就可以完成磨齿加工。滚刀在设计时需要增加凸角,凸角高度c值应该大于齿厚单边的留磨量,在实例齿轮参数中留磨量是0.125 mm,凸角值是0.135 mm,这样加工出来的齿根SIC点处留有0.01 mm左右的沉切。滚齿齿形与磨后齿形对比如图1所示。
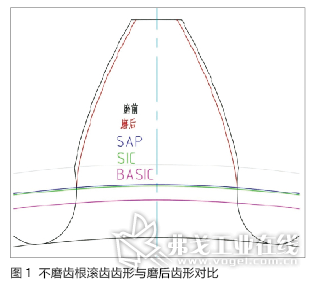
这种设计方式的优点有:①齿根强度好,因为齿根过渡曲线不参与磨削,热处理硬化层可以最大程度地保留;②留有沉切量可以防止齿根磨后起台,过渡曲线光滑,避免了齿根应力集中。缺点有:①加大滚刀凸角高度值会导致滚齿加工的有效SAP值和磨后有效点差值变大,进而导致磨后SAP和SIC位置较近或者无法保证SAP点;②降低了齿轮的有效渐开线范围,适用于大模数、重载工况,对啮合噪声要求相对较低的传动系统。
2.齿根全磨
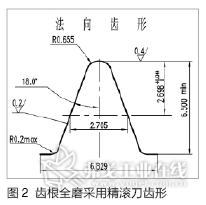
齿根全磨顾名思义就是磨齿时齿根参与磨削,它的特点是齿根和渐开线齿形都由磨齿加工,滚齿时采用精滚刀粗加工,在齿厚方向给磨齿留有单边0.1~0.15 mm的留磨量。图2为滚刀法向齿形。滚齿齿形与磨后齿形对比如图3所示。图中黑线为滚齿齿形,红线是磨齿齿形。图中的齿形都是以参数公差的中间值设计,一般在批量加工中为了保证齿根状态的一致性,刀具设计时会给定齿根公差,以保证齿厚在公差范围内时齿根能磨削上。
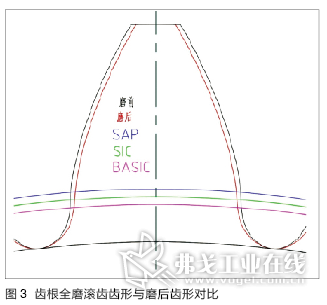
这种设计方式的优点是:①能最大化地提高齿轮啮合重合度,理论上基圆以上的有效点都是可以磨齿保证;②齿根过渡曲线光滑连接,消除应力集中点;③齿形精度高,粗加工和热变形误差消除。缺点是:①齿根硬化层被破坏,硬化层厚度减小,齿轮强度降低;②齿根在磨削时形成封闭环境,磨削热不容易传递,导致批量加工时容易出现齿根磨糊、磨裂及齿根应力状态变化;③磨削砂轮、金刚滚轮消耗快,生产成本高,适用于小模数、标载工况,对啮合噪声、传动精度要求较高的传动系统。
3.齿根允许出台
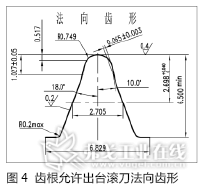
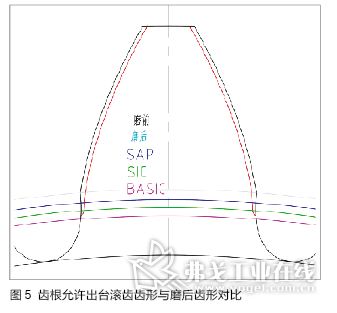
齿根允许出台是介于齿根全磨和不磨齿根之间,这种加工方式针对既要求重合度又要求齿根强度的齿轮。按照不磨齿根的方式是无法保证有效点,全磨齿根又降低了齿根强度,是一种折中的设计方式。滚齿给磨齿齿厚方向单边留磨量是0.125 mm,滚刀设计时带一个0.04~0.08 mm的凸角(如图4所示),滚出的齿形在齿根SIC点处给磨齿留0.04~0.1 mm的磨量。这样磨后就会在SIC点产生小于0.1的接台,为了防止接台处应力过于集中,要求磨齿时在砂轮齿顶修R0.2 mm圆弧,目的是减轻应力集中。齿根状态如图5所示。这种设计方式的优点是:①齿根强度较好,齿根过渡曲线热处理硬化层磨削去除量小,齿根不磨削;②有效渐开线长度角不磨齿根,提高了重合度,适用于对啮合噪声、传动精度要求较高及齿根强度要求较高的传动系统。
4.同一齿轮参数三种不同要求齿根时有效点对比
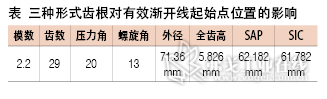
下面通过某新能源产品齿轮参数为例,对比三种形式齿根对有效渐开线起始点位置的影响。齿轮参数如表所示,在此给出有效渐开线起始圆的理论值,设计人员在设计过程中应考虑齿厚公差带对有效点数值的影响。
(1)不磨齿根滚齿有效点直径为φ63.25 mm,磨后可保证的有效点直径φ62.18 mm,刚好达到SAP值。此数据存在风险,批量加工时会出现齿厚在公差范围内而有效点不满足的情况。
(2)齿根采用全磨有效点直径为φ61.55 mm。
(3)齿根允许出台时滚齿有效点直径为φ62.71 mm,磨后可保证的有效点直径为φ61.77 mm。
总结
对比三种不同的磨齿齿根形式,发现各有优缺点。参数设计者应综合考虑产品的性能指标,选择最合适的滚磨工艺方式。保证产品的性能同时降低加工成本,提高生产效率。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖