齿轮装配工艺对变速器噪声影响分析研究
问题描述
1.试运转试验数据分析
某款变速器产品小批量验证样机在台架试运转时,出现部分样机某些档位在3 000 r/min时主观评价声音偏大的情况,进而分析加速度传感器所测得振动加速度数据,发现问题样机振动加速度数据有明显周期性峰值波动,频率接近输入轴轴频;问题样机振动幅值高于正常样机。
2.NVH试验结果分析
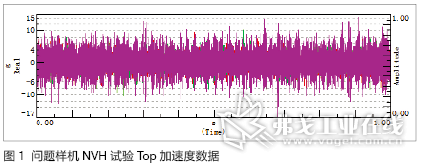
为进一步确认,对问题样机进行NVH测试,取NVH试验Top加速度数据分析(Top加速度位置接近于试运转加速度传感器位置),如图1所示。可以确认,中间轴引起周期峰值波动,并造成平均振动幅值增大,导致样机噪声增大。
原因分析
中间轴引起样机噪声偏大,可能是由于齿轮装配偏心、轴弯曲变形或壳体轴承座、定位销位置度不合格导致,接下来对其进行逐一排查。
1. 壳体轴承座孔、定位销孔位置度
通过对壳体进行三坐标检测来确认壳体加工精度,检测报告显示,壳体轴承座孔、定位销孔位置度均合格,故可以确定其不是引发噪声的原因。
2.齿轮装配质量检查
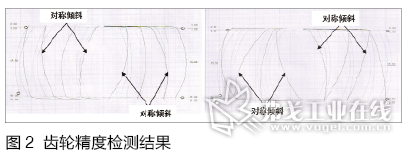
对压装后的齿轮进行精度测量,发现齿向出现明显的对称倾斜(共检测4个齿,两齿相对成180°)并超差,测量结果如图2所示。
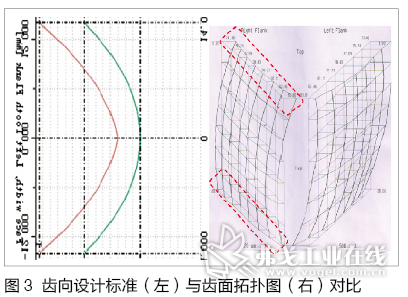
进一步检查,对比齿向设计标准和压装后齿面拓扑图(图3),可以看出右齿面为对称鼓形设计,实际检测结果为上端面朝内,下端面朝外。因该齿轮单体加工检测结果合格,排除加工误差,可确认导致该结果发生是因为齿轮轴向圆跳动超差(即齿轮中心线与轴中心线存在夹角)。
3.轴变形检查
开展专项试验,具体做法为:检测光轴径向圆跳动→压装齿轮后测量径向圆跳动→拆除齿轮恢复光轴状态后再次测量径向圆跳动→对上述测量数据展开对比分析。
从测量结果可知,轴加工后成品各轴段径向圆跳动小于0.005 mm;合箱压装齿轮后轴明显变形,最大达0.04~0.05 mm(有衬套);拆除所有压装零件后,轴变形恢复,基本与成品轴一致。可以得出结论,由于轴系压装齿轮后,齿轮轴向圆跳动超差,且轴系发生了变形,故而齿轮传递精度差,引起振动和噪声。
对策制定
经过讨论,决定从两个方面采取措施:一是齿轮装配由现有的冷装改为热装;二是控制压装力,通过试验确认能够保证轴系不发生变形的压装力限值。选取加工合格的样件,分别对以上两种方案展开专项验证。
1.齿轮冷装/热装对比
冷装是在室温(20℃)下对齿轮进行装配,热装则是将齿轮放置在加热设备上,将温度传感器放至工件表面,通过设定温度进行加热,温度设定为160℃。如图4所示。

对分别采用冷装/热装的齿轮进行单个齿距偏差(±fpt)、齿距累计总偏差(Fp)以及径向跳动公差(Fr)的检测,精度要求6级以内。从测量结果可知,冷装与热装对齿轮的±fpt、Fp以及Fr参数的变化并无规律性影响,即变冷装为热装并不能有效解决齿轮装配偏心问题。
2.压装力控制
使用两种不同的压力机对齿轮进行压装,10 t压力机采用手动控制,压头匀速向下运动,达到最大压力(可超出10%)时停止;5 t采用自动程序,压头匀速向下运动,最大压力可自行设定,达到最大压力时可自动停止。压装完成后对轴上滚道面选取4个测试点进行径向圆跳动检测,测量数据统计如表所示。

从测量数据可以看出,压装力控制对于轴变形影响较大,为了满足设计要求(各轴承滚道面跳动要求0.02 mm),同时保证压装到位,根据试验结果讨论得出压装力应控制在60 kN左右。
3.结果验证
对控制压装力整改后的样机进行NVH测试,随机抽取的多台样机测试结果显示,振动幅值明显降低,且无明显周期性峰值波动,样机运转噪声问题得到了良好控制。
结语
本次整改效果明显,保证了良好的用户体验。同时在整改过程中基于事实,分析数据,多环节逐一考虑排查,为今后解决此类问题积累了经验。同时,设计人员解决问题的能力也得到了锻炼,后期将进一步加强学习关于变速器齿轴装配工艺标准,提升作业人员的过程、质量控制能力。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论