汽车总装轮胎自动化装配工艺研究
随着汽车主机厂平台车型增加及多车型混线生产要求、人力成本攀升和生产交货期缩短,汽车总装厂对先进装配技术和自动化设备的敏感性大大提高。各汽车厂都在提升总装工艺装备技术水平,采用更先进的装配设备提高产品质量,以满足新兴市场及提高产品市场竞争力的要求。汽车总装工艺作为汽车制造最重要的环节,在规模、质量、即时性、成本和产品先进性等方面都影响着市场竞争力。目前汽车总装工艺技术向着模块化、自动化、柔性化和智能数字化的趋势发展。在市场激烈竞争的大环境下,这些技术趋势正在从企业竞争的优势技术,向另一种企业竞争的必备技术发展。轮胎自动化装配技术正是在这样的竞争环境下应运而生的。
轮胎自动化装配新工艺技术背景与现状
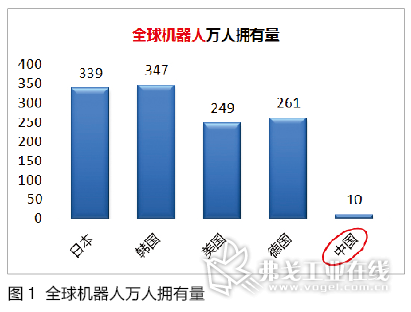
德国工业4.0将推广“工厂的标准化”,借助智能工厂的标准化将制造业生产模式推广到国际市场,以标准化提高技术创新和模式创新的市场化效率,继续保持德国工业的世界领先地位。在此背景下,汽车行业将以智慧工厂的理念打造汽车制造项目,未来工厂将被赋予智慧,它可以按照顾客的需求,通过一种自然的、先见性的生产方式满足顾客需求,而自动化装配就是主角。据统计,我国目前机器人拥有量仅为10台/万人,如图1所示。中国汽车行业机器人万人拥有量仅为90台/万人,如图2所示。我国机器人万人拥有量和汽车行业机器人万人拥有量依然与欧美等发达国家有很大差距,所以,努力实现无人化及自动化装配将成为主流汽车主机厂未来发展的方向。

目前国内汽车主机厂总装轮胎有三种主要装配形式:人工装配(图3)、辅助装配(图4和图5)和自动化装配(图6)。其中人工装配采用传统的人力装配形式进行轮胎的搬运与装配工作,此装配形式人员劳动强度大,对人员依赖程度高,且由于线体节拍和人员成本增加的影响,国内外汽车主机场正逐步淘汰人工装配形式。辅助装配采用机械手抓取和轮胎拧紧机装配的形式,也是目前国内外主流汽车厂普遍采用的装配形式。轮胎辅助装配形式借助机械手辅助工装进行轮胎抓取,采用轮胎拧紧机进行力矩紧固,较人工装配形式机械化程度显著提升,人员劳动强度小,但由于机械手与轮胎拧紧机等机械操作仍摆脱不了人员因素影响,导致此装配形式仍存在装配精度低、生产效率低等问题。自动化装配形式采用全自动化的装配结构,运用机器人替代人工装配,从螺母选取、轮胎抓取、定位安装到力矩校准四部分内容实现自动化装配。采取自动化装配在装配精度保证、生产效率提升及产品品质保证等方面较人工装配和辅助装配形式均有显著优势,且实现自动化装配对人员依赖程度降低,能更好地实现无人化和智能化,但由于自动化装配投资成本的限制,导致此装配形式仅为部分车企采用,未被主流汽车主机厂使用。

轮胎自动化装配新工艺
1.技术目标
需结合表1达成轮胎自动化装配质量目标、成本目标和时间目标,完成《轮胎自动化装配新工艺技术方案》,为未来智慧工厂轮胎自动化装配工艺布置提供依据。
2.产品结构介绍
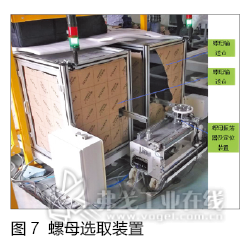
(1)轮胎螺母选取装置
由螺母振荡输送装置及自动配料仓组成,如图7所示。其中螺母属输送装置,接受从料仓输送过来的螺母,并进行定位,保证螺母能够准确地进入拧紧轴套筒中。
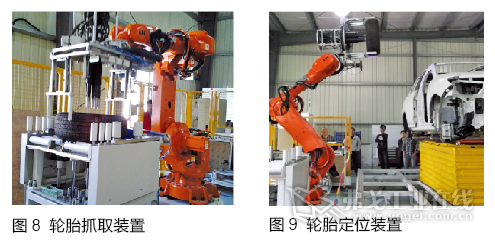
(2)轮胎抓取及定位装置
轮胎抓取装置如图8所示,轮胎定位装置是轮胎实现自动化装配的核心部件,需要保证安装、布局及调试合格,如图9所示。轮胎抓取系统由轮胎夹紧机构、轮胎型号识别系统、电动拧紧机构和3D视觉系统组成(单边机器人可装配前、后2个车轮)。
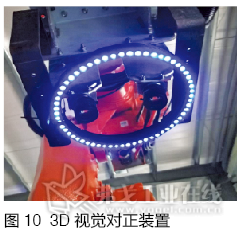
(3)3D视觉对正装置
轮胎安装前,采取3D视觉对正系统,如图10所示。对制动盘进行拍照,采集车体停止后的误差和制动盘空间角度的误差,补偿机器人运动过程中的轨迹,以保证轮胎精确
安装。
3.工艺对比
表2为轮胎自动化装配标杆工艺对比。表3为主流车企轮胎装配形式产品结构对比。
由表2和表3可知,通过对主流车企轮胎装配形式进行对比分析,车企A大连工厂采用世界最先进的全自动化装配形式,其中所使用的螺母选取装置、轮胎抓取装置、轮胎定位装置及3D视觉对正装置作为轮胎实现自动化装配的关键装置,已在车型1的生产装配过程中得到应用。
4.流程布置
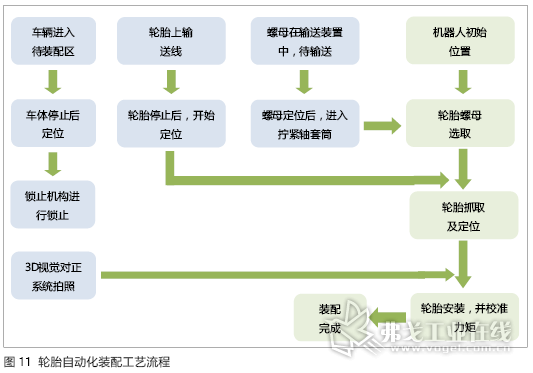
轮胎自动化装配工艺流程如图11所示,轮胎与车辆同时进行输送,待轮胎与车辆输送到位后进行轮胎与车辆的定位,并保证车辆处于锁止状态,轮胎抓取装置保证轮胎的型号抓取,3D视觉对正系统保证轮胎的精准定位,最终实现轮胎的自动化装配。通过工艺流程排布,为轮胎实现自动化步骤明确了方向。
5.工艺布局
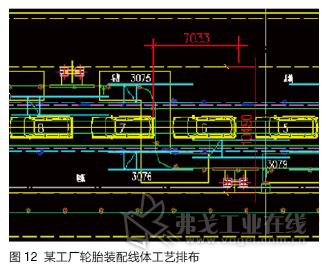
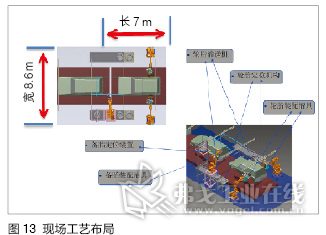
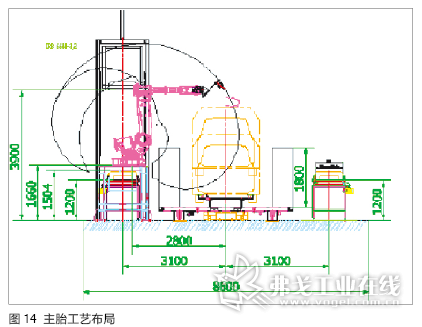
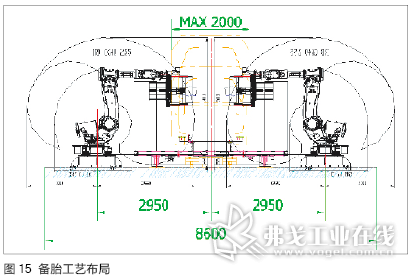
现汽车主机厂轮胎装配工艺排布主要为组装线和底盘线实现装配,其线体工艺排布如图12所示。轮胎自动化装配现场工艺布局如图13所示,其中主胎装配工艺(图14)和备胎装配工艺(图15)在满足装配便利性的同时保证装配节拍可行性。
因汽车企业将以智慧工厂的理念打造汽车制造项目,所以在达到正常装配的同时,还要提升工厂的整体品位及精、细、感、知。所以,主流车企在整车厂规划时考虑应用此技术。
6.项目风险
(1)轮胎自动化装配中的轮胎定位、抓取需要根据轮胎产品中的螺栓/螺母的规格、数量布局及分度圆等参数考虑,但目前产品的相关标准未
输入。
(2)若在旧工厂基础上进行改造,空间可满足要求,因视觉系统要对轮胎进行拍照定位,线体需停止12 s左右。所以,线体需改造成间歇式的,且至少需占用3个工位:一个快进、一个快出和一个停止装配工位(停止时需要对吊具进行辅助固定,以保证装配精度),能否改造存在风险。
(3)后续高端车上轮胎装配螺母若采用防盗形式,则轮胎螺母的选取、输送、定位和安装参数需重新设计,但以目前产品为输入。
(4)按照“统一规划,分布实施”的原则,结合产品信息实时输入,将适时对此方案进行调整。
结语
随着汽车市场竞争日趋激烈,提高劳动效率、降低成本一直是汽车制造厂家非常关心的问题。根据部分调查分析, 目前我国汽车整车生产企业中, 采用自动装配的零件只占10%~15%, 而且人工装配每小时仅有43 min进行作业,实现自动装配每小时平均可作业57.5 min装配费用占产品总成本的20%~70%,大大高于发达国家。
以上对于轮胎自动化装配新工艺技术方案的分析及解决,无论是从核心产品结构剖析、设备前期选型识别、所需设备成本投入、减少制造过程风险及提高产品质量等方面都具有非常好的效果。所以,结合汽车企业日益快速的发展及对产品质量的高要求,后期轮胎实现自动化装配将会为国内外各主流汽车厂使用。随着工业4.0的普及,这项优势技术必将爆炸式地发展,推进汽车制造业的新一轮技术革命。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖