发动机曲轴油封压痕分析及解决
曲轴的构造是由心轴、链轮、平衡块、主轴颈、曲柄、连杆颈和油封组成。曲轴的支承方式一般有两种,一种是全支承曲轴,另一种是非全支承曲轴,目前我们发动机加工的曲轴都是全支承曲轴(曲轴的主轴颈数比气缸数目多一个,即每一个连杆颈两边都有一个主轴颈)。全支承曲轴的特点是曲轴的强度和刚度都比较好,并且减轻了主轴承载荷,减小了磨损。
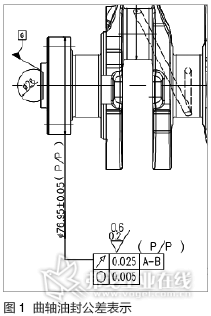
曲轴油封圆度及粗糙度
圆度是一个形状公差要求,是指工件的孔/轴的横截面接近理论圆的程度,即在同一横截面上测量到的最大与最小直径差值的一半,为该横截面的圆度误差(图1)。机加工零件的重要孔/轴,加工时都有圆度要求,在配合过程中,一旦加工孔/轴的圆度要求超差,即会出现各种失效后果。
表面粗糙度是指加工表面具有的较小间距和微小峰谷的不平度。其两波峰或两波谷之间的距离很小(在1 mm以下),它属于微观几何形状误差。表面粗糙度越小,则表面越光滑。表面粗糙度一般是由所采用的加工方法和其他因素所影响的,例如加工过程中刀具与零件表面间的摩擦、切屑分离时表面层金属的塑性变形以及工艺系统中的高频振动等。由于加工方法和工件材料的不同,被加工表面留下痕迹的深浅、疏密、形状和纹理都有差别。表面粗糙度与机械零件的配合性质、耐磨性、疲劳强度、接触刚度、振动和噪声等有密切关系,对机械产品的使用寿命和可靠性有重要影响,一般标注采用Ra。
曲轴油封加工工艺及尺寸测量仪
1.曲轴油封加工工艺
曲轴油封加工主要由粗车、半精加工、精加工及最终测量完成控制。粗加工OP20工序采用德国MAG车车拉机床半精车主轴颈及沟槽、心轴沟槽和油封直径;半精加工是采用德国JUNKER产CNC磨床OP90工序精磨油封直径及法兰端面;精加工是采用德国SUPFINA抛光机OP130工序抛光主轴颈及连杆颈、止推面及油封直径;最后采用南京MARPOSS进行100%测量。
2.曲轴油封测量仪器
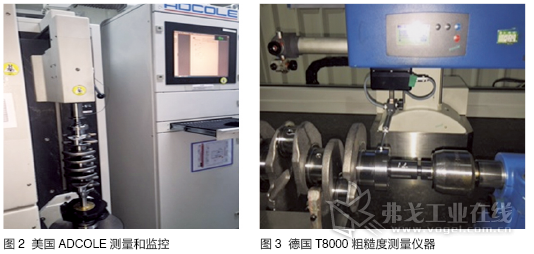
曲轴油封经过OP90工序磨削后,油封圆度测量仪器采用美国的ADCOLE进行测量和监控(图2);油封磨削及抛光后的粗糙度都是采用德国T8000粗糙度测量仪器进行测量的(图3);曲轴生产线最后工序OP150采用MARPOSS对油封直径、圆跳动和圆度进行100%测量。
曲轴油封压痕的失效后果及原因
曲轴油封圆度及粗糙度达到工艺要求,就可以满足与飞轮及后油封配合要求。而一旦油封配合表面出现压痕、碰痕和夹痕时,其配合过程中即会出现配合目的的失效而出现各种失效后果。常见的失效后果是装机后油封试漏不合格问题,直接影响到发动机的正常使用。
在机加工过程中,曲轴油封压痕产生来自多个方面原因,如加工工艺、设备、刀具及毛坯等,一旦失效,都有可能导致油封加工表面有压痕。具体分析如下。
1.机床的辅助清洁工装启用方式设置不合理
2016年7月份下线零件就出现了油封有压痕的情况(图4)。

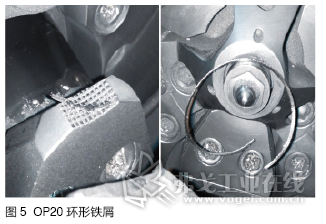
通过零件信息的排查,发现OP20工序加工过程中产生环形铁屑(图5),环形铁屑挂在夹具上,导致夹具在零件夹紧过程中时,把铁屑一并压紧到油封表面,造成油封表面的压痕过深,经过精加工后压痕仍然未能磨削掉。
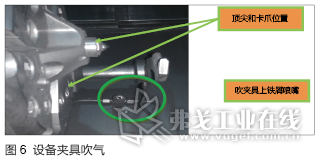
针对产生环形铁屑挂在夹具上的问题进行排查,分析机床上辅助清洁工装,发现是气嘴对子夹具吹气,但是启动吹气程序不合理(图6),吹气功能是在机床完全加工完零件后夹具退回原位才进行吹气清洁,采用这种吹气方式不能有效地吹走夹具上积留的铁屑,导致油封的压痕产生。
2.工艺安排不合理
工艺的合理安排是满足技术要求的重要保证之一,例如加工顺序的安排、切削参数和切削余量安排合理性等,都是加工尺寸控制的关键点。
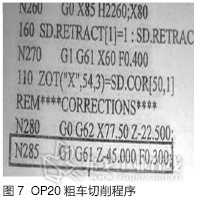
针对环形铁屑形状和宽度进行工艺分析,分析OP20粗车切削工艺,粗车油封第一刀接近法兰端面就退刀,换第二个粗车刀片进行切削(图7),当法兰端的余量大时,就会在第二刀切削过程中产生环形铁屑,环形铁屑随顶尖转动,会掉到夹具上。
在加工过程中,卡爪伸出来夹紧油封面加工其他轴颈,车床卡盘的卡爪压力大的同时,铁屑附在卡爪上,就会出现油封表面压痕过深,精加工无法磨削完压痕。
解决曲轴油封压痕的问题
1.优化机床的辅助清洁工装启用方式
通过团队的攻关,优化机床启用清洁夹具的条件,将原来的加工完零件所有尺寸后,夹具回退到位再吹气的方式,改为夹具伸出过程中吹气功能就打开,对夹具上的铁屑进行清洁,清洁干净后再夹油封表面,通过PLC控制程序后,进行批量加工的验证效果很好,从而避免夹具把夹具上残留铁屑压进油封造成工件油封压痕过深后工序无法磨削完。
2.优化切削工艺
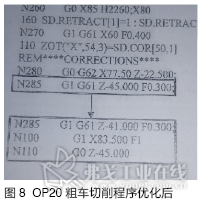
组织攻关会议,通过对工艺的分析,团队讨论出最佳的两个优化方案。方案一是通过申请工程变更验证申请单MCR,修改OP20车床加工程序,优化OP20车车拉粗加工油封的走刀路径,当粗车油封第一刀时,接近法兰端还剩余4 mm的距离,刀具通过G01由X77.5 mm退回到X83.5 mm处,以G00速度从Z-41 mm走到Z-45 mm,将4 mm的余量切削掉(图8),通过这样优化走刀路径加工验证,实际效果不仅消除了环形铁屑产生,而且也解决了油封压痕深导致发动机装配后油封漏油问题。
方案二是增大半精磨磨削余量,将OP20车车拉工序油封加工直径由(77.4±0.1) mm增大到(77.7±0.1) mm,通过这样优化,可以避免OP20车车拉工序换刀时,加工首件偏下差到后工序OP90加工,卡爪压痕磨削不完的情况。收集三台OP20车车拉机床首件,共30件加工到下线,人工100%目检曲轴油封表面,未发现油封有压痕。
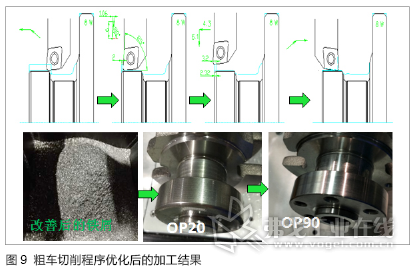
通过上述的3个工艺和工装优化改进(图9),跟踪了3个月加工情况,未出现油封有压痕的问题,查看机床排出来的铁屑也没发现有环形铁屑产生,达到了预期效果,把油封压伤控制在1×10-6以内,因发动机装配后油封漏油问题退回率为0%。
结束语
发动机曲轴油封尺寸达不到工艺要求,这是机加工生产过程中一种失效模式。我们实际加工过程中一旦出现油封未达到工艺要求或出现偏下极限偏差时,我们的调整方法根据加工尺寸进行改变,但是只要我们以准确的测量数据为依据,用正确的调整方法作为指导,掌握设备原理及变化的规律,并采取有效的解决措施,在产品生产过程中需要做到举一反三,具体质量问题具体分析,曲轴油封压痕质量问题就可以快速解决,达到产品要求。














![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖