干式切削的技术特点及应用
干式切削的类型
从金属切削原理分析,干式切削由于不采用切削液进行冷却,将面对如何解决加工中温度升高和切屑排出的问题,目前进行加工实践的方式主要有四种。
1.全干式切削法
全干式切削法也称“高速干切削法”,是在无冷却、润滑油剂的作用下,通过提高切削速度和相应的高进给速度,使切削产生的90%以上的热量来不及传给工件而被切屑带走,工件可基本上保持冷态,因而适合加工容易热变形的零件。但由于刀具的强度因素和机床主轴转速(20 000~60 000 r/min)的制约,目前国内使用非常少,在西欧、美国等国家和地区较为盛行,但实际加工中,刀具磨损、冷却、断屑及零件表面加工质量等方面仍存在较大缺陷。
2.低温切削技术
低温切削是将低温流体(如液态氮、液态二氧化碳)或者冷风等喷向加工系统的切削区域,造成切削区的局部低温或超低温状态,利用工件在低温条件下产生的低温脆性,提高工件的切削加工性、刀具寿命和工件表面质量。这种技术具有降低刀具磨损、生产效率高、提高工件表面的抗疲劳强度、减少残余应力、提高工件的切削加工性及减少工件的膨胀等优点。实现低温的方法较多,主要有以下两种:
(1)冷风—微量润滑切削技术
低温微量润滑技术是将低温风冷切削技术与微量润滑技术有机结合起来的一种新型的高速切削加工冷却润滑技术, 既充分利用低温冷风的冷却效果,又充分利用微量润滑的减摩润滑效果,通过热交换器,用液氮把压缩空气冷却为-10~-50℃的低温气体并混合微量无公害油剂(10~20 mL/h) 来代替切削液进行润滑、降温和排屑。低温风冷可均匀降低加工区、刀具和工件的温度,可有效抑制刀具磨损,提高刀具耐用度,改善已加工表面的加工质量,常用的低温风冷介质有空气、氮气和二氧化碳等。
(2)液氮冷却切削技术
该技术采用液氮或冷气使工件、刀具在切削区处于局部低温或超低温冷却状态,利用工件的低温脆性,提高工件切削性能。将液氮或冷气直接喷射到切削区域可显著降低切削温度,提高加工精度和表面质量,进而延长刀具使用寿命。虽然氮气是大气中含量最多的成分,液氮作为制氧工业的副产品,来源十分广阔,但低温会使工件表面具有极强的化学活性,会使工件和机床在空气中极易生锈。同时液氮冷却循环系统结构复杂,实现难度大、成本高,不具备广泛应用的条件。
3.准干式切削—微量润滑(MQL)
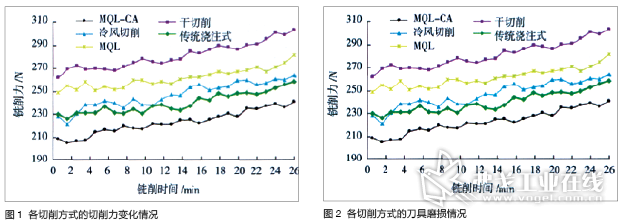
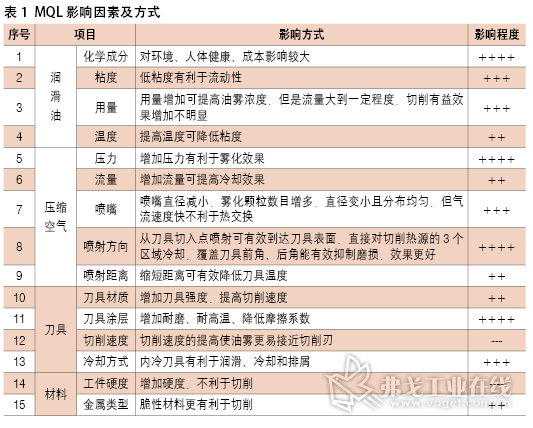
将一定压力的压缩空气(0.5~1 MPa)与微量的润滑剂混合雾化后形成油雾,然后高速喷射到切削区,从而使刀具—切屑接触区得到冷却和润滑,大大减少刀具—切屑及刀具—加工表面间的摩擦,起到减少热量产生,降低切削温度,减少刀具磨损,提高加工效率和加工表面质量的作用。各切削方式的切削力变化情况如图1所示,刀具磨损情况如图2所示。
干式切削的系统要求
1.干式切削系统的共性要求
从干式切削的过程来看,设备取消切削液的供应系统后,根据采用干式切削的方式不同,需要增加的装置也不同,但其对加工系统的共性要求有以下几点:
(1)机床结构设计要有利于排屑,可防止高温切屑堆积,减少热量传递带来的机床热变形,从而影响零件的加工精度;
(2)床身需具有更高的刚性和稳定性,进给单元具有更高的刚度和较大推力;
(3)高转速、大扭矩的主轴;
(4)机床具有温度监测和位置补偿功能;
(5)使用具有良好的耐热性、极高的红硬性、热韧性和自润滑性的刀具;
(6)集成和安装微量润滑或低温冷风装置。
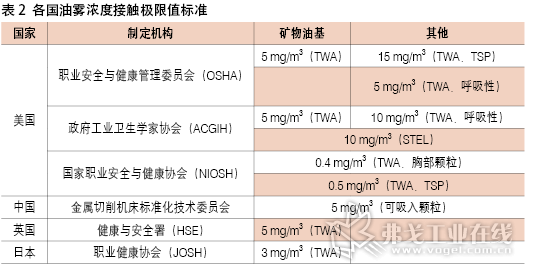
2.MQL影响因素分析
MQL切削加工工艺系统受到大量影响因素的交互作用,工艺模型异常复杂。不同工艺、不同刀具、不同工件材料和不同MQL工艺系统设置(包括油雾供给和混合方式、油雾供给方向、喷嘴距离、润滑油性质、润滑油用量及压缩空气压力等)所表现出的切削加工性能有非常明显的差异。具体因素及影响方式如表1所示。
油雾的检测与危害
1. 油雾的测量
测量液滴粒径的方法主要有机械测量法、电子测量法和光学测量法,目前较为精确的是光学测量。光学测量方法能够进行无接触式测量,因而不会对喷雾场形成干扰。它从大类上可分为摄影法和非摄影法。摄影法包括闪光摄影法、激光全息摄影法以及高速摄影法等;非摄影法均是以激光作为入射光源,包括激光多普勒法、干涉条纹光谱法、散射光强比法、多源散射光法和马尔文法等。摄影法要求能够从图片中看见并分辨出单个的液滴粒子。所有的摄影法都要在喷雾实验开始之前拍摄标准照片,以便比较判读液滴粒子的直径。高速摄影或高速摄像法还能够测量液滴的速度分布。非摄影法能够在喷雾的同时精确测量液滴的尺寸分布,激光多普勒法和干涉条纹光谱法还能同时测量粒子的速度分布,与计算机相连,实时得到测量结果,测量的准确度和效率均大为提高。
2.油雾的危害
微量润滑并非是一种绝对绿色无污染的冷却润滑方式,微量润滑本身即是利用高速、高压油雾射流冲击切削区以实现有效冷却、润滑及排屑的目的,即使仅使用极微量的润滑油,经高压气流强烈冲击、破碎雾化生成的大量油雾颗粒也会在空气中悬浮和聚积,形成气溶胶颗粒物。即使采用对人体和环境几乎无害、可生物降解的环保型润滑油,在加工场所复杂环境的影响下,这些润滑油颗粒有可能沾染空气中其他有害粉尘、细菌和微生物等物质而变质,从而对人体健康产生一定的危害或对环境空气质量形成污染。
现有的切削油雾控制方法主要有机械降雾法和化学降雾法。机械降雾法可通过安装封闭式防护装置、排气系统及空气过滤器等,或采用动态凝结法控制切削油雾浓度。采用性能良好的排风系统可将环境油雾浓度降至原来的25%,但采用排风扇只是把油雾从室内抽至室外,仍旧会造成室外环境空气的污染。比较有效的方法是在机床内安装油雾捕集器或油雾分离器,将含有油雾的气体净化处理后再排出。化学降雾法主要从根源上降低润滑油生成切削油雾的趋势,如采用高粘度油可减少油雾和蒸发,加入抗油雾添加剂使得油滴变大,减小油雾扩散的范围,以及研制新型的环境友好型润滑油等。各国油雾浓度接触极限值标准如表2所示。
应用案例分析
目前国内某知名发动机厂缸体、缸盖生产线整线已采用微量润滑技术,产能达70万台,采用MAG和Heller加工中心、必诺双通道微量润滑装置和Mapal精加工刀具,已经进入批量生产阶段。
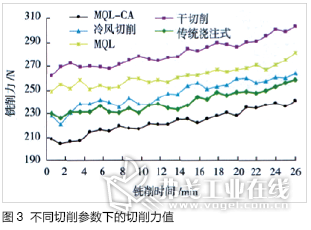
但需要注意的是,在不同切削条件下,刀具受到的切削力不同。在滑动摩擦条件下,一般认为:摩擦系数在0.1~0.4之间为干摩擦,在0.08~0.1之间为边界摩擦,在0.02~0.08之间为混合摩擦。因此加工参数与润滑条件存在较大优化空间。不同切削参数下的切削力值如图3所示。
结语
目前干式切削得到了研究者及制造厂家的充分认可,在车、铣、钻和磨等加工过程中取得了良好的使用效果,许多企业将MQL系统实际应用到生产线中,如曲轴生产线油孔加工,在缸体和变速器的加工中也使用了双通道MQL系统,MQL不仅在经济上比一般的湿式加工有优越性,而且有助于切屑处理,MQL技术优势越来越明显,未来将会全面应用于机加工领域。














![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖