四门两盖滚边质量优化
四门两盖作为车身外覆盖件,装配后要与周围零件保持均匀的间隙和良好的形状面差,以达到良好的视觉外观效果,其匹配尺寸及表面质量的好坏直接影响客户对车辆的评价。因此,做好相关区域的工艺规划,从源头避免可能产生的问题,现场问题出现后如何寻找合理正确的方法,尽快把问题解决就变得尤为重要。
目前汽车行业采用的门盖内外板零件连接包边方式主要有两种实现形式:即压边和滚边。压边就是指传统的模具包边,使用压力机或一些气缸驱动压块将折边压紧,包裹另一个零件达到装配的目的。受工艺特点影响,对于产能要求高于35 JPH,一般采用模具包边形式;而对于节拍较低的,考虑到投资、周期和工艺柔性,多采用滚边形式,如D50、S301等项目。而采用不同的折边工艺,其常发质量缺陷和优化方式也不同。本文主要阐述门盖采用滚边工艺时,常发的一些滚边质量问题,以及如何通过一些有效的手段来提高门盖质量状态。
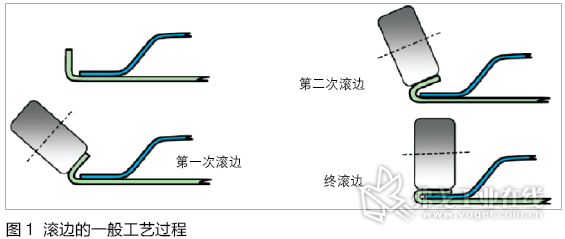
滚边是包边的一种,一个产品制件完成最终滚边,一般要经过两个过程,即预包边和终包边。滚边就是采用滚轮(一般通过机器人手臂驱动)作用在折边法兰上,利用金属的塑性变形,通过几轮次(一般2~4次)逐渐折叠,将内外板压紧在一起(图1),并通过在内外折边区域钢板折边胶的作用,使内外板紧紧连接在一起,以实现装配的目的。相对于模具折边模式,其更具备柔性、更小的压力和通过机器人程序逐点进行质量控制的优点。
对于滚边工艺目视结果至关重要,即我们常说的Audit评审。门盖外表面基本属于表面分区的A区,要求在机器人滚边加工后外表面无凹痕、波浪及其他表面缺陷存在。此外,板材平齐、足够的折边高度等同样重要,否则滚边重合度是不够的,会影响零件强度及后续涂装施胶操作和烘烤效果。
本文将从分析此类缺陷产生的原因入手,讲述在项目实施过程中,如何通过五步优化法有效减少滚边质量缺陷。
滚边常见缺陷及可能原因分析
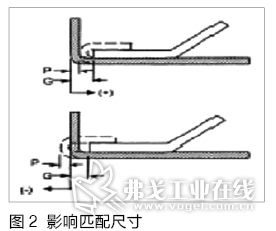
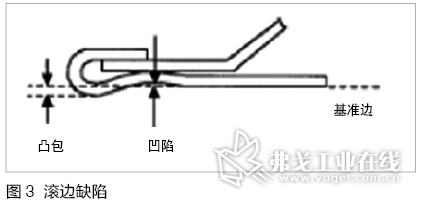
在滚边过程中,常见的缺陷主要有表面凹坑、滚边波浪、圆角不顺及轮廓大小不一等,以上缺陷可以总结为两类:待折边的终止位置在理想位置里面/外面,即上述的包边轮廓大小不一、圆角不顺等,主要影响其匹配尺寸(图2);包边的终止位置在预定包边线位置的下方/上方,即上述包边零件外表面凹坑、不平等(图3)。
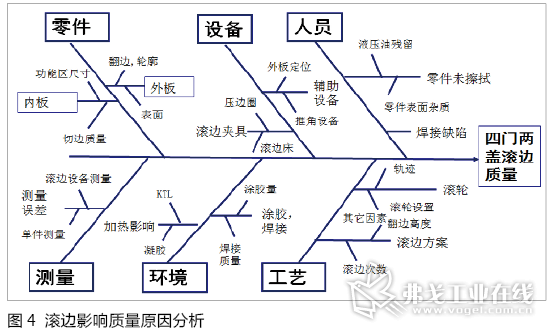
造成这些滚边缺陷的原因有很多方面,主要因素有单件内外板缺陷、滚边胎膜、滚边轨迹和涂胶等引起。鱼骨图(图4)从人、机、料、法、环五个方面阐述了影响滚边质量的一些主要因素。其中单件状态及单件同滚边设备的匹配、滚边程序在边角处的处理是影响滚边质量的重要因素。
包边工艺规划标准及现场控制
1.规划设定包边宽度标准
正如上文分析,可能造成滚边缺陷的因素众多,其中单件来料和滚边工艺设计又是主要因素。因此要想控制好滚边质量,必须从源头上做起,制定一个全面的方法方案和滚边工艺规划是获得高滚边质量的基础。方法方案主要定义单件外板翻边角度、翻边法兰高度、折边损失和滚边压力,这些信息一般是滚边供应商根据其滚边设备及产品工艺特点决定的,但需要与单件模具供应商充分沟通后签字确认好。
(1)单件外板翻边角度不仅影响到折边质量,还影响到工位节拍,以保证内外板合拼不发生干涉为前提,来确定包边翻边的角度,所以角度在内板能放入的情况下越小越好。根据不同的板件材料和板件的翻边角度,滚边的折角步骤主要分为以
下五种:①90°→45°→0º;②95°→60°→30°→0°;③130°→60°→30°→0°;④145°→120°→60°→30°
→0°⑤180°→145°→95°
→45°→0°。机器人辊边时,当钣件的翻
边角度(a)在95°<a≤130°时,包边步数为③;当a>130°时,包边步数为④。在工艺规划阶段,需审查节拍是否满足生产纲领要求,理论上直线滚边速度为400 mm/s,但由于板件曲面造型复杂,特征位置实际速度为50~70 mm/s,正常包边速度200~400 mm/s,平均包边速度按照120~150 mm/s计算。
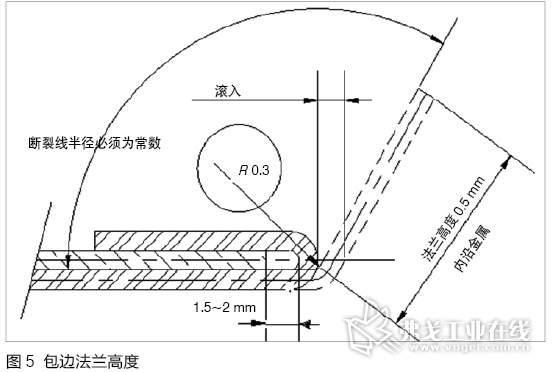
(2)法兰高度太高会造成滚边内波浪,所以在保证滚边重合度的情况下6~8 mm较好,边角处除外,如图5所示。
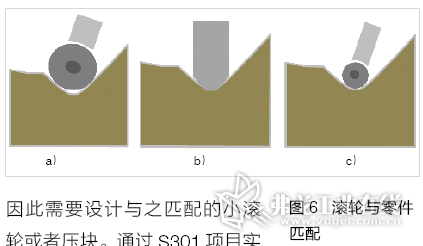
(3)折边损失目前来看是个经验值。这个设置的好坏对门盖匹配影响较大。这个可以通过后期打孔或划三角的方法进行检验(因为滚轮的灵活性,折边损失对滚边影响要小于对包边的影响)。滚轮设计是另外一个方案规划时的一个重要影响因素。如图6a所示,如果在零件转角处特征位置采用较大滚轮,就会造成曲率大的转角压不到,形成滚边质量缺陷,因此需要设计与之匹配的小滚轮或者压块。通过S301项目实践,采用类似如图6c所示的小滚轮来实现,对于有些角也可专门设计气缸推角装置。
(4)滚边压力。一个产品制件完成最终滚边,一般要经过两个过程:即预包边和终包边,其对应压力标准也有所不同,机器人压力要根据具体情况(包括结构的复杂程度、材料等)进行调整。其中:①预包边力:钢为400~700 N,铝为300~650 N;②终包边力:钢为1 000~1 500 N,铝为900~1 250 N。在进行机器人压力调整时,为了防止板件的胀大与缩进,应相应增大预包边力,为了避免内板被挤出,应相应减小终包边力。
2.现场问题的处理
正如上节所述,在做好正确的工艺规划之后,会大大降低现场质量缺陷产生的可能。但设备制造及实际单件状态和设计状态总会有差距,所以现场还是会出现很多质量缺陷。这也是门盖规划员在现场项目实施阶段的一个很重要的工作。结合D50和S301滚边项目经验,我们探索了一套滚边质量优化的思路,从实践角度看,取得了较好的效果,我们将这种方法叫“五步优化法”。整改VFF、PVS及OS阶段,五步法要循环执行两到三个轮次,其步骤如下。
(1)做好零件同胎膜、滚轮及下模座的匹配
这就是首先保证滚边设备有最基本的性能,消除设计阶段没有考虑到的问题,这个工作主要通过目视及蓝油实验来完成。S301项目后背门尾灯上部C角处滚轮同滚边胎膜的干涉,因在设计阶段没有充分考虑到,在进行第一阶段优化时发现干涉问题,后通过打掉胎膜干涉角解决。对于零件同胎膜及下模座的不匹配,在第一个质量循环轮次以更改单件为主,在2~3个轮次时,在单件更改确实有困难的情况可以考虑胎膜和下模座的修焊。
(2)轮廓问题
这个阶段涉及的评价指标比较多,主要检查滚边厚度、重合度及主框架、门盖与其他零件的匹配。对于发现的问题,主要通过修改单件轮廓、翻边及调整折边损失和滚轮轨迹实现。验证轮廓大小是单件造成还是滚边造成的,主要通过检具测量和打孔,或划三角的折边实验方法来验证。对于轮廓偏差较小的(在0.1~0.3 mm范围内),不太容易优化的单件,可通过调整滚轮轨迹解决,但建议放在第二到第三个阶段(OS中后期)。
(3)前门窗框角的处理
前门窗框特征位置滚边一直是门盖滚边的一个难点,由于前门窗框三角窗空间位置较小,滚轮可达性受到一定限制。从S301项目实践来看,通过设计增加推角装置,由气缸带动的推角装置来实现滚轮不可达位置的包边。
(4)单纯的表面问题
主要指表面的一些凹坑、凸包和波浪等,这个常常由一些单件表面扭转、材料拉伸不足、包边胎膜毛刺坑包、内板切边圆弧倒高、毛刺和波浪等缺陷引起;有时滚边压力不均也会造成这种缺陷,要根据具体现象,逐项检查排除。
(5)其他因素造成的问题
主要有涂装加热后胶水收缩造成的凹坑,激光焊、MIG焊及单面点焊等造成的热影响变形,焊接应力扩散导致外板搭接处焊接法兰翻边根部变形。对于胶水收缩造成的缺陷,主要通过调整内外间隙及涂胶量、位置来解决。S301前盖中就发生过类似问题。对于焊接造成的热影响,要通过调节焊接参数、选用较合理的设备及调整工艺来解决。在S301项目中,对于尾灯盒上沿与外板搭接处焊接应力扩散导致焊接法兰翻边根部变形,主要是通过调整焊钳焊接姿态,保证焊钳与板件垂直度,焊点位置尽量远离法兰翻边根部,通过调整变形得到明显改善。
总结
通过五步优化法,S301项目门盖质量提升过程基本处于受控状态。当然其中也遇到了很多难题,比如对D50车型背门滚边容易发生凸包波浪变形的问题。
在这个项目中,我们采用滚边胎模补偿的办法解决了因扭转带来的表面质量问题,但这个会在一定程度上影响门总成零件的匹配尺寸,这需要以后进一步探讨研究和实践来提升门盖的质量。














![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖