白车身顶盖激光钎焊加工系统分析
工艺背景
在白车身制造中,激光焊接应用主要有钎焊、熔焊和切割等,其中又以激光钎焊应用最为广泛。采用激光钎焊的车顶只有一条细致平滑的焊缝,激光钎焊焊缝为外表面,增加了车身的流线视觉效果,而采用传统点焊工艺的车顶则有两条橡胶密封条。激光钎焊具有较好的稳定性和填充性能,焊后焊缝熔宽比符合设计要求,焊缝表面光滑,具有较高的强度和塑性,表面不需要PVC涂层,可直接作为裸露表面使用。由于焊缝为连续密封焊缝,因而对整车的车身刚性、密封性和防止内部噪声的产生等方面均具有积极的作用。自2016年以来,上汽乘用车公司在旗下众多车型上使用了顶盖激光钎焊工艺,以提升产品品质。
线体规划原则及工位布局
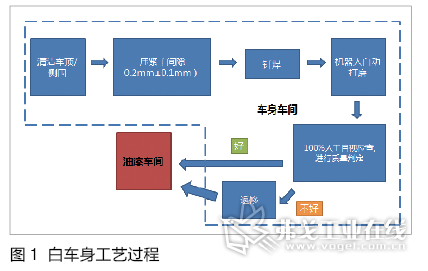
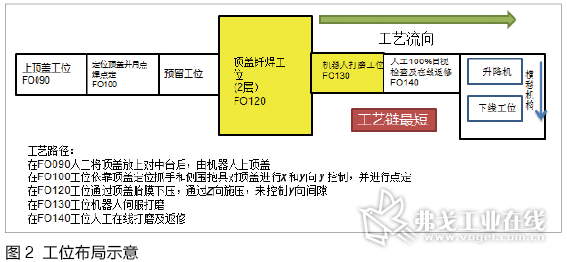
白车身顶盖激光钎焊工艺过程主要由清洁工件、顶盖放件、胎膜压紧、焊接、自动打磨、人工目检及人工返修(按需)组成(图1)。在产线规划时,我们对生产线上不同工位进行了职能分配,在有限的条件下力求最短的工艺过程。其中最关键的激光焊接工位为柔性工位,分为上下两层,下层进行焊接,上层进行顶盖胎膜夹具切换,可以焊接多达8种不同顶盖车型。焊接工序为:车身随滚床台车进入激光焊工位,激光房进出密封门关闭,滚床下降,侧围Y向定位夹具夹紧,搬运机器人搬运顶盖,压紧胎膜工装,压紧顶盖,激光焊接机器人带光学镜组及送丝机构在剪丝位进行机械剪丝,剪丝完成后焊接机器人同时焊接顶盖与左右侧围之间的焊缝,焊接完成后焊接机器人回到原点,侧围Y向定位夹具打开,顶盖压紧工装回到原点,滚床升起,密封门打开,车身进入下一工序。图2为产线工位布局示意。
顶盖激光钎焊加工系统
顶盖激光钎焊加工系统核心主要由3部分组成:激光发生器、激光镜组和夹具定位系统。
1.激光发生器
激光发生器是激光焊接系统最核心的部件,是系统的心脏。上汽乘用车选用了德国LASERLINE公司的LDF5000型激光发生器,LDF5000为二级管发生器,其光斑能量呈平顶分布,能量均匀且在中部较集中,使加工过程中材料受热更均匀。在钎焊过程中,焊丝熔化均匀,连接部位预热好,图3为激光发生器参数。该款激光发生器在近几年的现场使用过程中,停机率不超过1%,功率衰减小,且维护时间和成本较低,单台机器每年维护时间小于0.5天,设备稳定性完全满足对节拍和停线要求较高的整车厂使用。同时每个激光发生器具备两个光路,一用一备,当其中一个光路发生问题时,可以在短时间内进行光路切换,将对生产的损失降到最低。

2.激光镜组
激光焊接头是激光焊接系统的直接工作部件。它的作用是将光纤传输的激光束进行耦合准直、聚焦,传递到加工区域,同时配有适用于焊丝自动输送的导向。
该激光镜组具有自动调节功能,为适应零件高度方向的波动,带有高度跟踪功能;为补偿焊接接头在垂直于行进方向上的偏差,带有焊缝跟踪功能;能通过摄像头观察工作区域,来校准光斑与焊丝的位置;配置高度方向力调节功能,可以调节焊接时高度方向上焊丝受力大小;配备角度传感器,可以保证焊接时SA偏摆力大小恒定。
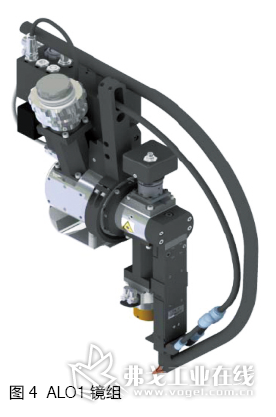
激光镜组在选型时,其型号必须与激光发生器类型相匹配,并且可承受的功率应当大于激光发生器的最大功率。激光镜组的光纤接口需要与激光发生器的接口保持一致。激光镜组必须能发出与工作焦点重合的十字交叉激光束(2级激光),供镜头校准和焊缝调试用。上汽乘用车采用德国SCANSONIC公司的ALO1镜组,其具备了由焊丝引导的接触式自适应焊缝跟踪系统、防碰撞传感器、保护气和十字光标产生器功能。同时该镜组具备体积小、可达性好的优势,其最大可承受激光功率为4 000 W,完全能够满足现场激光钎焊工艺参数要求。图4为SCANSONIC品牌的ALO1系列焊接镜组。
3.夹具定位系统
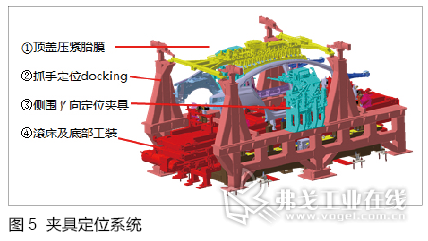
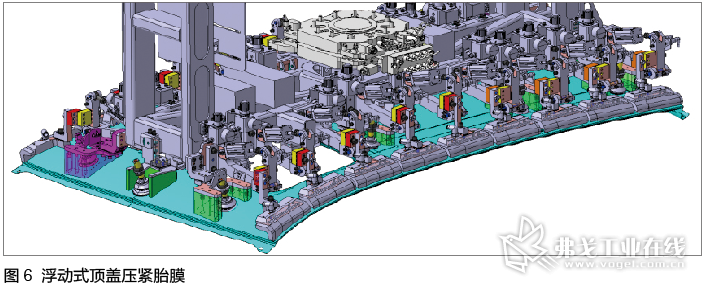
激光钎焊的热输入小、焊接速度快及焊缝较窄,其焊接质量与焊接面零件匹配的间隙大小相关,因此做好顶盖和侧围之间的间隙(0.2±0.1)mm是实现高焊接质量的重要前提。首先,车身进入激光焊工位前,在顶盖与顶盖前横梁和顶盖后横梁分别通过电阻点焊焊接2~4个焊点,固定顶盖与车身的相对位置;车身进入激光焊工位后,为了保证激光焊接时顶盖与侧围之间的焊缝间隙(0.2±0.1)mm,通过顶盖压紧胎膜控制顶盖在Z向的位置精度,通过侧围Y向工装控制侧围在Y向的位置精度。图5为夹具定位系统,由①、②、③和④四部分组成,其中①为顶盖压紧胎膜(图6),是整个夹具定位系统最核心的部分。上汽选用了浮动式的顶盖压紧胎膜,它不仅能够定位车顶位置,通过Z向下压来控制Y向顶盖与侧围之间的间隙,同时独有的浮动式压块可以克服焊接过程中因工件表面受热膨胀的形变、能够避免焊接热影响区对夹具自身的影响,而且由于压块分为若干个小块,大大方便了后期对顶盖形面的匹配调整。
焊接质量控制
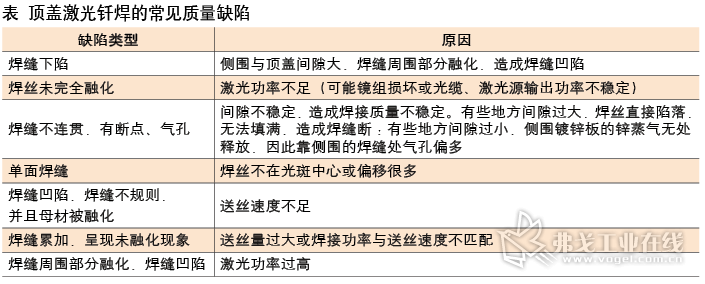
激光焊接质量的控制在整车制造中一直是一个痛点,影响到激光焊的因素众多,任何一个变化点都会造成激光焊质量的波动,严重时还会造成大量的返修时间,甚至白车身的报废。顶盖激光钎焊的常见质量缺陷如表所示。
以下通过全面质量管理理论中的人、机、料、法、环五大要素对影响激光焊的关键要素进行梳理,如图7所示。
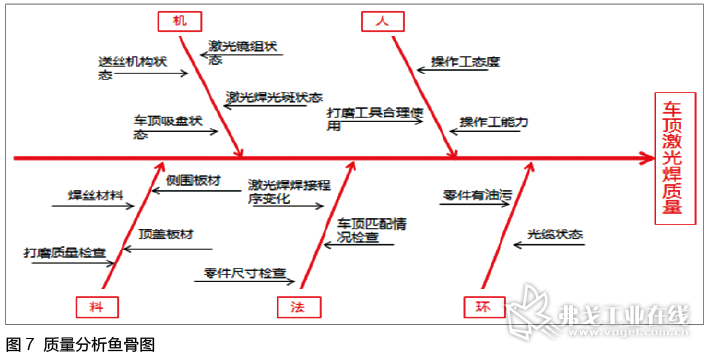
人:操作工态度、操作工能力及打磨工具的使用。
机:激光镜组状态、激光焊光斑状态、送丝机构状态和车顶吸盘状态。
料:侧围板材(板材厚度和锌层厚度)、焊丝材料和打磨质量。
法:激光焊焊接程序变化、零件单件尺寸和车顶匹配情况检查。
环:零件有油污、光缆状态。
通过对相关因素的控制,缺陷在线返修率控制在1%以内,上汽乘用车的顶盖激光焊车型都能达到完美的焊接质量。
结束语
随着时代的前进、消费需求的升级,用户对汽车性能和外观有了更高的要求。顶盖激光焊工艺将在整车企业中得到广泛的应用。在规划设计顶盖激光钎焊加工系统时,要做到工艺合理、成本适当和质量受控,这样就能发挥出激光钎焊的优势,为用户提供高质量的车身产品。














![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖