汽车车身车间轻量化连接工艺概述
车身焊装车间作为汽车生产的一个重要单元,随着各种轻型材料在车身上的应用,新型的连接工艺方法不断被创新和应用。目前车身车间比较成熟和常用的轻量化连接工艺方法主要有: 冲压铆接、盲铆、热熔自攻螺钉、高速射钉铆、无铆钉铆接、电阻点焊、弧焊、激光焊、搅拌摩擦焊及粘接等。
冲压铆接
冲压铆接根据使用的铆钉不同分为半空心冲压铆接和实心冲压铆接。目前汽车生产中常用的冲压铆接多为半空心冲压铆接(Self-piercing riveting),即我们常说的SPR。连接工艺过程主要分为准备—固定—装入铆钉—压入—冲压—完成六个过程(图1)。
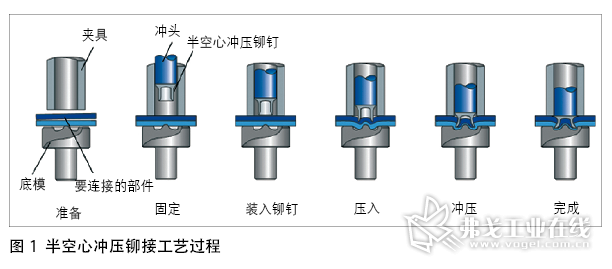
SPR作为机械冷成形连接可以实现多种材料连接,不会发生热变形或者使局部材料特征发生变化,也不会产生危害健康的烟气。同时,铝的SPR铆接点的静态强度与疲劳强度均高于等厚铝板材电阻点焊的强度,属于能耗低的绿色工艺,工艺质量可以实现过程自监控。
此外SPR工艺也有其局限性:如连接点处需要保留双侧的进枪空间;通常不同材料、厚度及硬度的接头组合需要不同的铆钉、冲头及冲模;铆钉成本较高;设备系统成本远高于电阻点焊;只能使用C型铆接枪;铆接点的平面会有2~3 mm的凸起。
冲压铆接常用在铝—铝连接及铝—钢连接中,目前SPR已广泛应用于江淮蔚来、奥迪、宝马、捷豹、沃尔沃、通用及福特等汽车工厂。
盲铆
盲铆(Blind Revit)作为一种物理连接方式,在连接加工时盲铆套会发生变形,但部件材料不会变形(图2)。
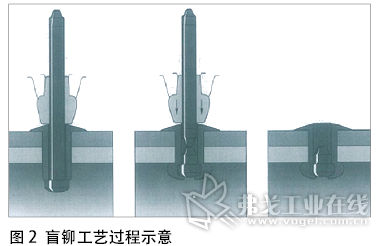
盲铆具有的主要技术特点有:可单侧铆接连接部件;可连接不同材料,如钢、铝、镁和塑料;承受较高静态和动态负荷;可使用直径为2~19 mm的盲铆钉,并可连接厚度为0.5~80 mm的部件。但由于盲铆连接处需要提前钻孔,限制了盲铆在汽车上的大量应用,此种连接方法在铝车身客车车身焊装车间中应用较多,但在轿车车身车间应用较少。
热熔自攻螺钉
热熔自攻螺钉(Flow Brill Screw)连接工艺(图3)作为一种机械连接方法,近年来在汽车车身连接中使用得越来越多。连接过程是对螺钉施加一个压紧力并以高转速铆接在部件上,借助产生的摩擦热使两个连接配合件受热直至发生塑性变形,随后在两个连接件上形成卷边和滚压螺纹。
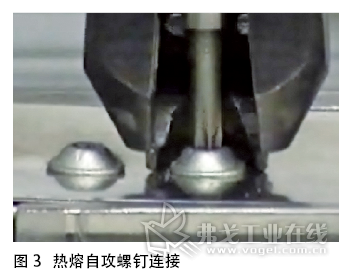
热熔自攻螺钉作为一种新的连接工艺,可实现单面连接;能实现多种材料的连接;可提前预钻孔或者不钻孔。同时也有它的局限性,如正面铆接方向需要留出大的进枪空间;连接时需要高强度刚性支撑;铆接完成后连接处正反面均有较大的凸起;螺钉尺寸较长,大量使用不利于车身减重;设备成本远高于传统电阻点焊设备等。
高速射钉铆接
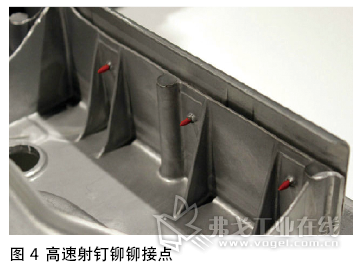
高速射钉铆技术通过压缩空气加速活塞撞针,以最大20 kN的力撞击铆钉,使铆钉以20~40 m/s的速度压入工件。由于惯性的作用,铆钉可以在不引起零件整体变形的条件下实现薄板零件的连接。铆钉的尖端能够刺透板材,因此被连接材料无须预制孔。
高速射钉铆接连接的特征是螺钉头直接紧贴盖板,且在反面形成紧紧包裹螺栓杆的包边(图4)。高速射钉铆接可连接铝材、镁材、塑料以及钢材等不同材料;可实现多层连接;配合使用粘合剂进行连接时,粘合剂不会从连接区被压出;可实现单面连接。与热熔自攻螺钉相比,高速射钉铆接具有一定的生产效率与成本优势,可以替代部分热熔自攻螺钉的应用。
无铆钉铆接
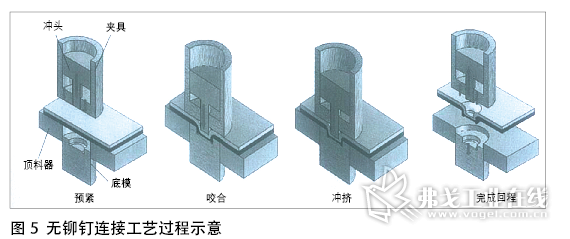
无铆钉铆接(Clinch)连接过程中不需要使用连接元件、附件材料或辅助材料,是一种符合轻量化理念的机械连接工艺。该方法通常使用由冲头和底模组成的工具套组,使得两个或多个叠加的钢板、管材、形材或者铸件发生局部塑性变形。无铆钉连接工艺分预紧—咬合—冲挤—完成回程4个阶段(图5)。
在无铆钉连接中,根据连接工艺和连接点直径的不同,静态连接强度要比电阻点焊低40%~75%。在车身制造中,无铆钉连接工艺主要用于发动机罩、尾门或者挡泥板等必须承受振动或者静态负荷的典型部件中。
电阻点焊
电阻点焊是钢制车身生产常用的一种连接方式,由于铝合金具有熔点低、线胀率高、导电率高及表面易氧化等特性,传统的电阻点焊机无法焊接铝及其合金材料。目前常用的铝电阻点焊主要有三种方式:Centerline铝点焊钳(图6)、螺旋状电极铝合金点焊机和电极带式新型电阻焊点焊机。
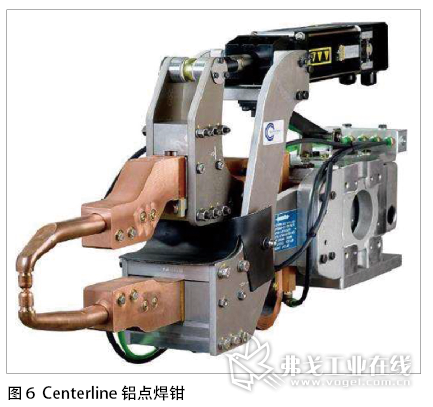
Centerline推荐使用与铝合金接触面为超大半径球面来代替平面的电极帽。铝点焊时,球状凸起表面可以加速压入材料,缩短工序时间;大直径的焊接面电极帽可以覆盖铝合金焊核及其软化区域。
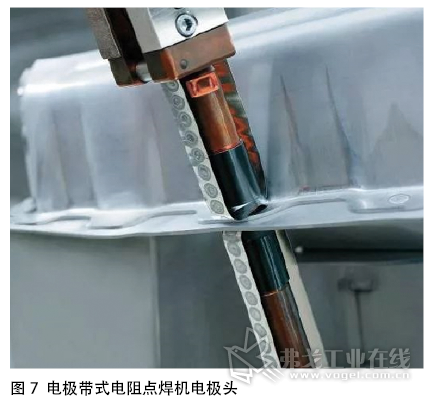
福尼斯公司的电极带式电阻点焊机电极头(图7)是在电极和工件之间增加一条全新电极带。每个点焊后,电极带自动移动到下一位置,这样使得电极表面总是清洁的,解决了铝点焊容易从母材上黏连材料的问题,保证每个焊点都有高质量的焊接工况。
与传统的电阻点焊相比,铝电阻点焊所需的变压器容量更大,所需的冷却循环水量增多,生产过程中能耗也会增加。
弧焊
铝及铝合金常用的弧焊方法有TIG焊及MIG焊。根据汽车生产的自动化要求,目前汽车工厂常用的弧焊为冷金属过渡(CMT)焊接。
冷金属过渡技术是在短路过渡的基础上开发出来的,在电弧产生的过程中,焊丝向熔池中运动,当焊丝伸及熔池时,电弧熄灭,焊接电流降低,此时焊丝回抽来促进熔滴分离,将熔滴送进熔池。CMT焊接明显降低了薄板焊接变形量;焊接过程中无飞溅;焊接过程中电弧稳定。
激光焊
激光焊接具有功率密度大、热输入总量低、热影响区小、焊接变形小、速度高及易于工业自动化等优点,使其在铝合金焊接领域受到了格外的重视。由于铝合金的高反射性和高导热性,诱导小孔的形成就需要激光有更高的能量密度,同时为了有效控制热裂纹及气孔,就要求激光束的能量密度高和光束的聚焦性能好。铝件的激光焊对激光束提出了更高的要求。相对于电阻点焊,激光焊接的设备投资成本更高。
搅拌摩擦焊
搅拌摩擦焊(Friction Stir Welding)是20世纪90年代发明的一种在机械力和摩擦热共同作用下的新型固相连接技术。在搅拌摩擦焊接过程中,一个带有特殊轴肩和针凸的柱形搅拌头会旋转着缓慢插入被焊接工件中,通过剧烈的搅拌、摩擦以及压力作用,焊缝的金属材料发生塑性软化,当搅拌头旋转着向前移动时,热塑化的金属材料会从搅拌头前沿向后方转移,并在搅拌轴肩的作用下受到摩擦和锻压,最终得到精细的锻造组织接头。
搅拌摩擦焊焊接过程不会产生烟尘、飞溅、紫外线及电磁辐射等污染;没有热裂纹、夹杂、气孔等熔焊缺陷产生;焊接接头的强度可以达到或者接近母材的强度;焊前不需要对铝合金氧化层做特殊处理,也不需要开破口,简化了焊接工序。搅拌摩擦焊也有其局限性,如只适合焊接熔点相对较低的材料;工件需要以很大的紧固力固定在工作台上,并以很大的压紧力压紧,可能造成额外的变形;对于异形焊缝的焊接速度较慢;搅拌针和轴肩材料损耗速度较快。
粘接
由于碳纤维以及复合材料在车身结构中的应用,使得粘接技术作为一种新的连接工艺在车身车间被广泛应用。粘接技术主要有以下优点:连接件无热影响;应力分布均匀;可进行平面连接;可连接不同材料;无间隙腐蚀风险;作为绝缘层的粘接剂阻止了接触腐蚀;不需要精确匹配连接面;有良好的连接减振特性;动态强度高。同时也有其不足之处,连接的热拉强度有限;在进行时效处理和长时间使用时粘合结构可能发生变化;需要清洁处理要连接的表面;通常要求使用特殊夹具来固定连接;在长时间负荷下易发生蠕变。
展望
未来的汽车车身结构将会是一个多种材料的组合,不同材料的优势将会被应用在车身上的各个部位。随着材料的不断创新,更多新材料将被应用到车身结构上,必然会有更多新的连接工艺被创新和应用。














![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖