几种典型车身结构的涂装排气方案
阴极电泳防腐工艺随着一代一代的阴极电泳涂料和电泳涂装技术的进步,已逐步趋向成熟。优异的耐蚀性涂料附着在车身上,避免了车身基材与环境直接接触,防止过早地出现锈蚀,延长了汽车的使用寿命;良好的车身结构,可以使防腐涂料更加均匀地覆盖在车身上;先进的涂装技术则是充分发挥涂料性能、弥补车身结构缺陷必不可少的一环。因此,电泳材料、电泳涂装技术以及车身结构三者相辅相成,共同决定汽车防腐能力。
电泳涂料在车身上的涂覆面积直接影响汽车的使用寿命。涂料本身泳透率的逐步提高、先进的电泳涂装设备(如全旋反向输送机,即Rodip,可实现车身在槽液内360°旋转)以及通透的车身结构都可以使耐腐蚀涂料更加全面地浸润车身,提升车身的耐蚀性。
“气袋”的形成原因
电泳涂装“气袋”这一比较常见的缺陷(图1),明显影响整车的使用寿命,其发生区域一般较隐蔽,频次一般大批量发生,工艺优化效果不明显,解决周期较长。因此,在当前通过式或连续式的电泳通过形式下,一般在设计阶段通过优化车身的设计结构,来规避大部分的气袋(如最高点开排气孔)。

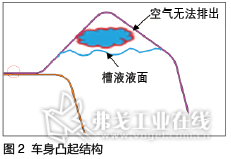
一般的前处理-电泳线为“喷淋+浸渍”的处理方式,前处理-电泳线生产时,车身随吊具以一定角度进入槽液,车身部分凸起结构由于空气无法排出(图2),导致槽液无法浸润钣金,形成电泳后的“气袋”,甚至在涂装过程中即形成锈蚀。
全旋反向输送机基本可以解决车身积气的问题,但前期投资高,国内暂未普遍使用。
基于当前普遍使用的前处理通过方式,车身结构的优化则显得至关重要。在车身设计时,部分典型区域(如行李箱盖上端、顶盖区域等)容易形成无法排气的结构。本文通过对几个车型拆解时典型区域发生的积气问题进行分析、验证,总结出可行、有效的经验,供各位同行参考。
车身典型积气结构及其解决方案
1.机舱空气室粘贴VIN码区域
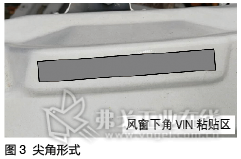
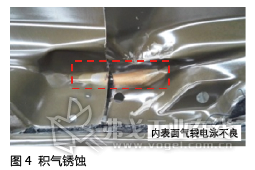
由于VIN码粘贴形面需要,空气室该位置一般设计成凸起且尖角形式(图3),传统的步进式或通过式入槽方式都无法改变其积气,而实际拆车过程中,也发现确实存在积气锈蚀的问题(图4)。
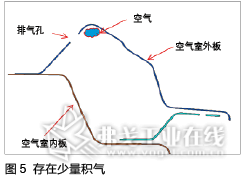
对该区域截面分析发现,虽然设计有排气孔,但受冲压工艺冲孔限制,排气孔无法开在最高圆角位置,导致最高点依然存在少量积气(图5),出现电泳不良的问题。理论分析与实际拆车效果表现一致。
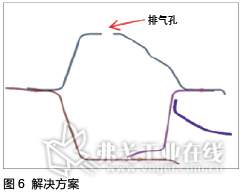
解决方案如图6所示,空气室外板上端形面由圆角过渡改为平面过渡,满足冲压工艺冲孔需求,最高点开排气孔即可解决该区域锈蚀的问题。本方案一般在车身设计阶段就需要提出,避免后期出现模具形面改动、主仪表板配合改动的问题。
2.后背门上端区域
后背门上端区域和车身造型相关,目前一般有扰流板全包和扰流板非全包造型。扰流板全包造型可在背门外板表面开孔满足排气要求,后期堵件密封即可,在此不做
赘述。
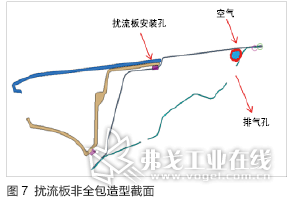
针对扰流板非全包造型,如图7所示。背门内板排气孔受冲压工艺冲孔限制,孔无法开在包边边缘部位,形成结构上的积气“死角”,根据电泳拆解车实际拆解效果,确实存在电泳不良的问题,影响车身防腐寿命,长时间可能存在从内往外锈穿的风险。
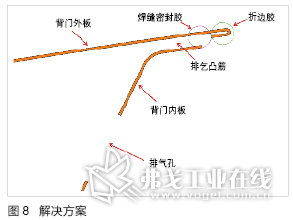
解决方案如图8所示,内板做出排气凸筋结构(一般建议起筋高度2 mm),采用涂装焊缝密封胶对该凸筋进行密封。该方案可解决后背门上端积气电泳不良的问题,但涂胶后会有轻微凸起,美观度受影响。
3.顶盖外板位置
顶盖外板一般通过减振胶与顶盖弓形梁粘接(间隙一般为2.5 mm),而实际生产中经常发现弓形梁与顶盖处于零贴状态,影响了气体的前后贯通排出,同时无法在顶盖外板开排气孔,导致顶盖外板内表面电泳不良的问题。
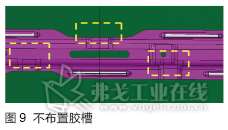
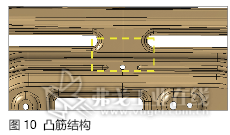
上述问题一般可通过以下方案来解决:①中间位置不布置胶槽,避免气体前后贯通受减振胶阻挡(图9);②弓形梁中间位置做凸筋结构(图10)。但方案②会弱化梁的强度,需CAE及碰撞试验阶段充分验证。
4.顶盖弓形梁胶槽位置
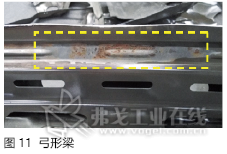
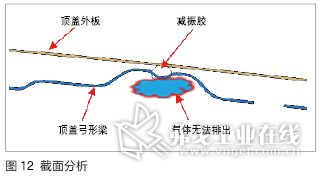
同样,对于弓形梁本身,亦存在排气不畅的问题。图11为车身拆解后的弓形梁,顶盖弓形梁胶槽位置形成明显的“气袋”。依截面分析(图12)可知,气体聚集在弓形梁胶槽区域无法排出,影响了电泳漆膜的浸润成膜,拆解时即出现锈蚀。
因此,对这样的典型区域,针对性开排气孔即可解决,孔位置一般位于型面最高点位置(孔径φ8 mm),整体电泳漆膜完整良好。
5.全景天窗加强板与顶盖贴合位置
全景天窗车型的天窗加强板与顶盖外板在结构胶粘贴后,形成兜气的结构,车身通过一定角度进入电泳槽液时,气体无法排出,形成电泳不良的问题。
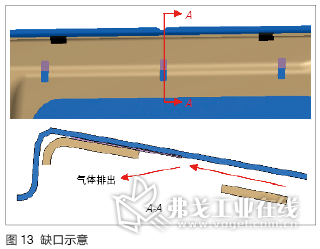
该部位的积气可通过在内板上开排气缺口进行解决,手工对该部位进行开排气缺口验证,拆解效果良好。排气缺口尺寸一般依实际情况进行确定,该车型缺口尺寸约5 mm×13 mm(图13)。
结束语
针对上述几种典型的兜气结构,主要由于车身倾斜入槽时,设计结构上的限制,导致气体无法排出形成“气袋”。
因此,在车身设计SE过程中,需充分模拟车身在前处理-电泳过程中的情况,分析出容易积气的部位,可通过开排气筋、排气孔等特征,避免车身出现电泳不良的问题。试制验证阶段,通过实车拆解验证分析,对积气原因进行充分分析,针对性地提出解决方案并及时验证效果予以改正,避免问题车辆流入市场,引起客户抱怨。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖