浅谈焊装白车身门盖装具调试与应用
焊装调整线是白车身整车下线前的最后一道工序,是保证白车身各装配部位的间隙精度、表面精度的重要环节。其工艺装备主要包括装配夹具、装配辅具、工具及输送系统等。其中工具属于标准化工具(定值扭矩扳机、各类角磨机、手动棘轮机械以及拔坑机械等);输送系统(板式链输送系统、往复式传输系统、滚床传输以及自行小车传输)也有其相对固定的模式,只要能满足生产纲领即可,其结构具有一定的通用性,柔性化程度高;只有装配夹具、装配辅具是用来保证四门两盖与车身的刚性连接,控制车身总成与各连接部位的间隙与表面精度的。因此装配夹具、装配辅具的调试与应用将直接影响整车的装配
质量。
车身外观匹配的意义
外观匹配的定义是依据外观间隙图,综合考虑美观性和工艺性,保证车身与外观件装配间隙和各外观装配件之间的平度、间隙、均匀度以及对齐度等要求的调试过程。白车身制造精度的提升,是新车型量产的重点,随着冲压覆盖件模具国产化的普及,零件尺寸质量的提升和整车匹配面临着更多的问题和挑战。目前白车身制造精度可归结为两个方面:门盖零件匹配精度和整车功能尺寸精度。
门盖调试过程是为车身外观匹配服务的,无论是门盖夹具、检具还是装具都是为了保证门盖的尺寸精度,从而达到装配整车后的外观质量要求。合理地应用装具有利于车身前期匹配和量产装配的一致性,提高整车车身外观质量,提高生产效率,降低员工劳动强度。
门盖装具概述
装具也称装配夹具,是通过对门、盖的夹紧、定位后对铰链进行拧紧、焊接,以使门盖外观匹配系数具备一致性的辅助安装工具。
常用的门盖装具有四门总成装具、发动机盖总成装具、后背门(行李箱盖)总成装具以及翼子板装具。从装具装配形式上可分为内置式、外置式和铰链自定位式三种。
1.外置式装具
外置式装具即为将装具放置在门外侧,利用门外板进行定位的装具。根据其定位方式可分为两类:①利用门盖外板的包边线对门盖进行定位,再利用车身形面对装具进行定位并进行装配;②利用在门盖外板包边线对门盖进行定位,再利用车身上的定位孔对装具进行定位并进行装配,此种形式用的较为普遍,要求车身前期设计必须要留有可用的定位孔。
2.内置式装具
内置式装具即为将装具放置在门内侧,利用门内板进行定位的装具。根据其定位方式可分为两类:①利用门框形面定位装具,再利用门内板形面或内板孔定位门进行定位装配的装具;②利用车身上的定位孔定位装具,再利用门内板形面或内板孔定位门进行定位装配的装具。
3.铰链自定位式
通过铰链与车身装配孔的紧密配合,对门总成的定位装配。作业时利用下门槛及地板孔放置门装具,将门放到装具上进行装配工作。
4.门盖装具设计原则
门盖装具设计原则包括以下几个方面:
(1)满足装配工艺和生产节拍要求;
(2)要保证标准化、通用化与系列化,以提高柔性化程度及后期可维护性;
(3)采用符合定位基准一致性原则,以减少定位误差;坐标系以车身RPS为基准;优先采用孔定位,其次采用外形面定位,尽量不选外形复杂的曲面;
(4)装具中的定位销、非加工件尽量采用标准化和系列化的部件,减少后期维护成本投入;
(5)装具的本体在满足刚性要求下尽可能提升轻量化程度,对于车身表面件等易划伤、变形件、表面精度有影响的定位形面采用非金属材料,防止将表面件划伤、变形;
(6)装具在设计过程中必须考虑维修复原性及组装过程防错性,每个定位块、夹紧块及定位单元明显处打印部件号;
(7)为保证装具精度,对于主定位销不允许通过三坐标检测后加减垫片来保证精度;定位块、夹紧块要具有可调性;
(8)气动夹紧时,应有补偿的夹紧行程及合理的夹紧力,以不破坏定位的稳定性及不损坏制件表面为原则;
(9)装具本身质量超过12 kg的应考虑悬吊形式和动力推进或升降装置。
门盖装具调试应用
1.门盖装具调试主要内容
装配夹具总成分为三个部分,即装具对车身定位夹紧部分、本体以及装具对分装件的定位夹紧部分。在进行门盖装具调试时,主要调试车身前门与后门、前后门与侧围之间的间隙、内间隙以及平度;前翼子板、前门、侧围A柱、发动机盖、前格栅以及前照灯等部件相互之间的间隙、平度;后背门(行李箱盖、后灯、侧围后部)、后保险杠以及顶盖等相互之间的间隙、平度。
同时,门盖装具调试还要保证白车身骨架、翼子板前后、前照灯、前格栅、后视镜、三角块、密封胶条以及装饰条等附件的装配一致性及稳定性。
2.装具的操作顺序
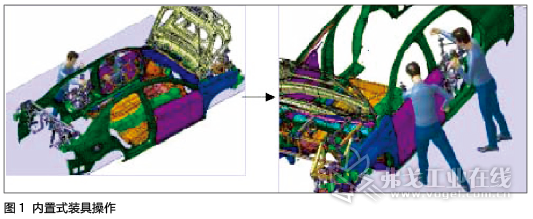
内置式装具操作顺序如图1所示,将装具放置到车身上,定位夹紧;而后搬运门将其放置到手动装具上,用装具夹紧门,拧紧螺栓;最后打开门,移开装具。
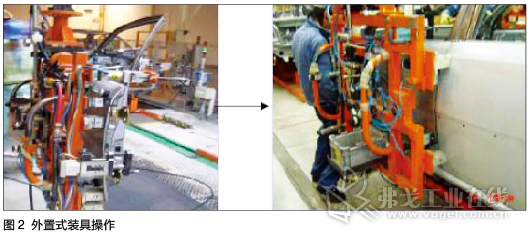
外置式装具操作顺序如图2所示,将门装配到装具上,对装具门进行定位夹紧;而后移动装具到车身上定位、夹紧,对门铰链进行拧紧或焊接;最后打开门总成装具,移开装具。
3.装具的定位分析
(1)内置装具
内置装具的定位原理如图3所示,门分总成在装配铰链时需以外板(边及面)作为基准进行装配,以确保门外板定位面与铰链定位面的一致性,用内板吸收误差,以确保门的平度;在检具上以内板定位孔进行定位,进行品质检查,以确保门内板与外板的压合稳定性。
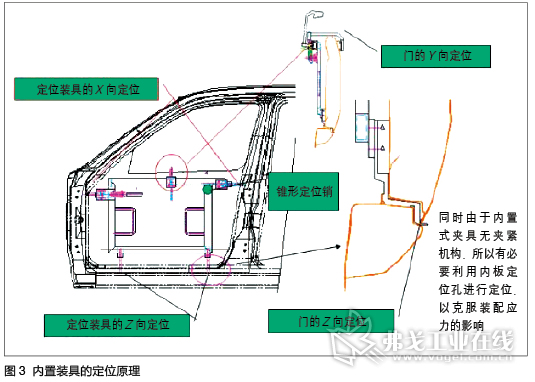
因内置式装具将门的装配误差累积在了前照灯处(±1.5 mm),所以前照灯与翼子板的配合需要手工进行调整,此时需调整前照灯来满足翼子板、发动机盖与前照灯、前保险杠的配合,所以前照灯的安装孔要具有调整量,建议调整量为±1.5 mm。
需要意识到,内置装具在四门装配时的交车标准是外观间隙、平度,对内间隙未做更多的要求,后期会存在重复调整的现象。同时装配时都是以后门向前依次调整,累积误差在前照灯处,对发动机盖、前照灯装配影响较大,总装交车困难。
(2)外置装具
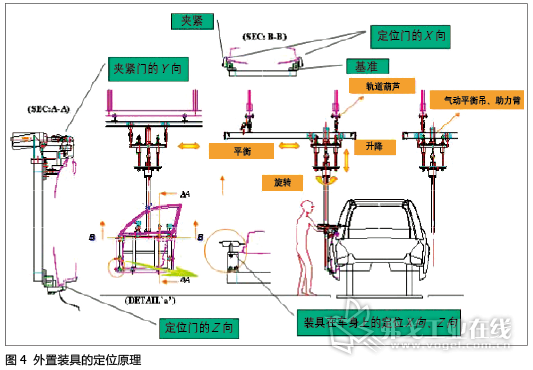
外置装具的定位原理如图4所示,门分总成在装配铰链时需以外板(边及面)作为基准进行装配,以确保门外板定位面与铰链定位面的一致性,用内板吸收误差,以确保门的平度;在检具上以外板边定位,进行品质检查,以确保门压合后外形尺寸的合格性。
因外置式装具将门的装配误累积在前照灯处(±0.7 mm),所以前照灯与翼子板的配合需要手工进行调整,此时只有调整前照灯来满足翼子板、发动机盖与前照灯、前保险杠的配合,所以前照灯的安装孔要具有调整量,建议调整量为±1.5 mm。
总结
需要说明的是,装具是一种辅助装配工具,在某些产品及工艺下可不使用装具。同时,装具是对合格的门板进行稳定的夹紧定位,从而达到外观间隙一致性、稳定性的匹配要求的生产工具,它不能解决门板不合格的问题;它只能保证所装配间隙的一致性、稳定性,不能通过装具确保零件的平度问题。因此,各生产企业应清楚地认识到装具的作用和生产意义,从而更好地使用装具。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖