DCT 变速器密封件拧紧质量探测
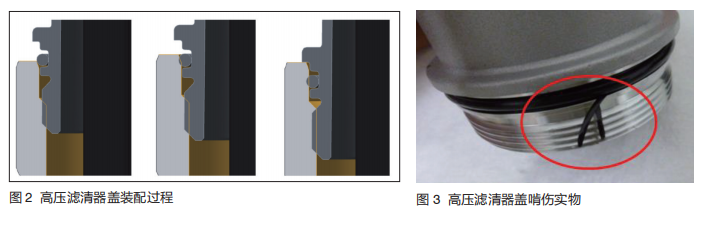
变速器高压滤清器盖 是变速器外观件(图 1)。 该件通过底部螺纹与变速 器壳体进行装配,通过滤 清器盖螺纹附近的 O 形 圈保证整机密封。在早期 生产过程中曾经出现过胶 圈啃伤、划伤壳体等质量 问题。该零件装配质量直 接影响变速器密封性能,所以对该种装配质量不良 成因的探测,具有重要意义。

主要问题分析
1. 高压滤清器盖 O 形圈啃伤
数模模拟 O 形圈装配过程(图 2)显示,若壳 体与 O 形圈所在圆柱面间隙过小,壳体倒角外沿 易对 O 形圈造成啃伤(图 3)。啃伤的残留物会留 在壳体平面与法兰面之间。
调取 3 000 余条该工位拧紧曲线记录加以对比 (图 4)。在拧紧过程中,力矩先小幅度平缓上升, 达到一处力矩峰值后平缓下落至某力矩,最后急 速上升完成装配。99% 以上的曲线均为该种形态, 区别在于力矩峰值数值不同。需要注明的是本工位传至拧紧工控机,通过软件生成曲线记录。
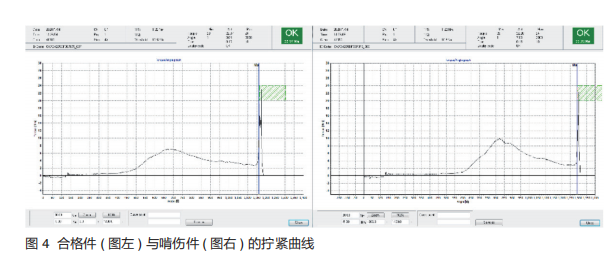
一般如螺母之类的紧固件在通常情况下其拧紧 过程是克服螺纹副摩擦力、螺杆轴向拉力以及支撑 面间摩擦力的过程,其拧紧曲线,趋势应为前期平 稳、后期急速上升。分析两种拧紧过程差异,并明 确造成这种前期力矩峰值的原因具有重要意义。根 据旋入力矩爬升的原因是零件在旋入方向的反方向 受力增加,那么结合图像变化、拧紧角度和装配过 程可以得出,整个过程第一次发生较大反力的原因 是 O 形圈受壳体挤压变形。那么前期力矩上扬则 是对应克服 O 形圈弹性形变的过程。当 O 形圈处 配合过紧时,就会造成啃伤,松紧程度通过力矩峰 值不同进行体现。该种情况下,由于旋入过程中阻 力过高,前期力矩峰值将大于特定数值,该数值便 是啃伤件与合格件的临界值。
2. 高压滤清器盖划伤后壳
拆解机件发现高压滤清器盖 O 形圈下方凸台 与壳体内孔发生剧烈划伤(图 5),且该划伤位置 为装配后 O 形圈所在位置。这势必将影响密封效 果。调出该件拧紧曲线(图 6),发现在装配过程 中力矩发生异常波动。同样,根据旋入力矩爬升的 原因是零件在旋入方向的反方向受力增加,经分析该波动即是划伤所对应的曲线 特征。按照上一案例的分析,同 样可以得出,由于旋入过程中阻 力过高,前期力矩峰值将高压滤 清器盖划伤壳体实物大于特定数 值,该数值即是划伤件与合格件 的临界值。

综合两种质量异常,分析可 知:前期力矩峰值应不超过某个 设定值,该设定值将通过实验测 得,用于区别合格件与异常件。
得到该设定值后,对曲线通过某 种方式实施监控,可保证对装配 不良的探测与拦截。
参数确定
通过前期变速器拆解过程中 记录的相关变速箱流水号,调出 其 O 形圈啃伤所对应的拧紧曲 线,发现前期力矩峰值集中在 9 ~ 11 N · m 之间;调出划伤所对 应的拧紧曲线,发现前期力矩峰 值大于 10 N · m。在生产线上实 时监控每台变速器拧紧曲线,对 前期力矩峰值达到 7 N · m 以上 的高压滤清器盖进行拆解,观察是否发生啃伤与划伤。经过 100 台验证,确定发生 O 形圈啃伤 对应的最小力矩为 9 N · m、划 伤对应的最小力矩为 10 N · m。 因此作为应对,限定前期力矩峰 值数值应不超过 8.5 N · m,以确 保对不合格品的严格探测。
正常情况下,当 O 形圈与 壳体接触后发生弹性形变,后 续旋入力矩的阻碍主要来自被压 缩后的 O 形圈产生的滑动摩擦 力。由于 O 形圈、内孔装配前 涂油,该反力较前期力矩峰值要 小。如发生啃伤,由于 O 形圈缺损导致线径减小,同样不会产 生过高的滑动摩擦力。如发生划 伤,在短暂的划伤完成后同样进 入到克服胶圈滑动摩擦力的过 程。因此无论哪种情况下,曲 线经过前期力矩峰值后会发生 回落。经统计,曲线经过前期 力矩峰值后,回落过程中力矩 最小值的范围为 2 ~ 5.5 N · m, 故限定如果力矩到达 8.5 N · m 以 后, 如 果 回 落 至 6 N · m, 则判定发生 O 形圈啃伤或划伤。 如果没有回落至 6 N · m,则说 明力矩达到 8.5 N · m 时,拧紧 已经进入最终阶段,该阶段扭矩 急速上升。
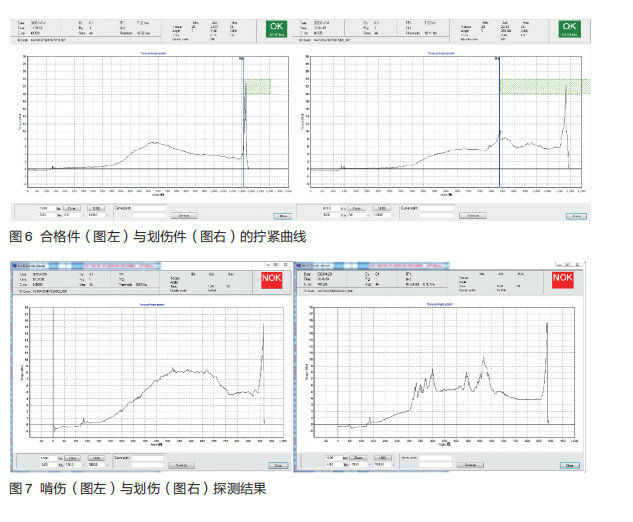
该程序施加后陆续检测出多 件发生啃伤与划伤(图 7),且 个别啃伤、划伤非常微小,初步 证明程序真实有效。少数情况下, 当设备报警时,拆卸高压滤清器 盖后,无啃伤与划伤出现。此种 情况的概率小于 10%。
在前期调查库存变速器的 3 000 条曲线记录时,总结规律 的同时也标记了其中 23 条异常 曲线。对这些变速器进行检查, 同样发现多件发生微小的啃伤与 划伤,极个别情况装配合格,进 一步证明判定思路真实有效。
程序编写
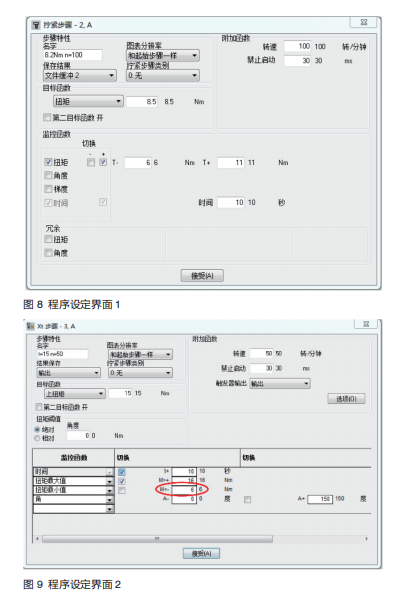
本程序使用的软件版本为 BS350 V2.500(图 8、图 9)。 图 8 中 8.5 N · m 和 图 9 中 6 N · m 分别对应上文两个参数, 即当力矩达到 8.5 N · m 后,如 图 8 程序设定界面 1 图 9 程序设定界面 2 果后续回落至 6 N · m,则设备 报警。
总结
当装配过程中出现质量不 良,对过程曲线的几何特征分析 与约束很可能成为探测质量不良 的关键。当前主流拧紧设备和压 装设备都具备生成过程曲线的功 能,且均可以通过设置拧紧监控 函数与增设压装过程窗口来实现 质量判断。掌握各种监控方法, 用实验数据支撑监控参数,就能 够实现不合格品探测。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论