缩短发动机机体的研发时间
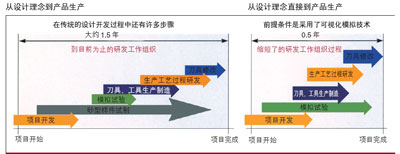
新型发动机机体的设计在6个月内完成:比原计划的18个月快了3倍,这一切只能在抛弃砂型铸件试生产,采用可视化模拟技术的条件下才能实现。KS铝合金技术股份公司将所有效率低的工步全部取消,只留下必要的试制过程,在大量的研制过程中坚持采用可视化的模拟技术,并且把组织结构按照不同的具体实际情况进行相应的调整。在这一战略决策的指导下,整个发动机机体的研发时间大大缩短。
KS公司是Kurbelgeh usen-Pierburg集团的一个下属子公司。2003年,该厂发动机机体的销售收入达1.6亿欧元。他们与奥迪公司合作研发的新型发动机机体项目从开始设计到大批量生产只用了6个月的时间。
KS公司之所以能够在机体的研发过程中节省大量的时间,主要是由于在样件浇铸之前进行机体冷铁配置和浇铸过程的模拟优化,使得砂型铸件试生产过程成为多余并将其取消。
在铸型中进行可视化模拟
KS公司利用可视化模拟技术模拟了铁水在型腔中的填充过程和熔化的铁水在铸型中的冷却过程,以及铸件的内应力分布。在这些可视化的模拟试验中,使用的是常用的Flow-3D或者RWP公司的Win-Cast模拟软件。
在铁水的填充模拟试验中,工程师们对熔液从熔炉进入铸型的流动情况进行了优化,以保证整个铸型均匀地被熔液所充满,然后,对浇道的几何尺寸进行改进,使进入铸型的熔液尽可能均匀地充满型腔。在整个模拟过程中尽可能避免铸造缺陷,例如,逐个排除铸铁壁厚对铸件质量带来的不利影响。
奥迪公司的新机体采用低压铸造工艺,整个浇铸时间持续约50s,与之相比,若采用压力铸造,整个浇铸时间大约需要100s。在随后的冷却模拟中,熔液的均匀冷却是一个非常重要的过程。通过均匀冷却,可以有效地避免气孔和缩孔并减少铸件的应力。利用冷铁等铸件降温元件可以很好地调节铸型中冷却速度不均匀的问题。而在冷铁使用方面,冷却的放置位置、有效作用时间长短以及合适的冷却介质都是学问很深的问题。KS公司利用多个冷却循环对机体进行了快速冷却,这些冷却系统利用水、雾和空气进行冷却。整个V型8缸发动机机体的冷却时间仅持续约8min,整个浇铸时间总共约11 12min。
为了保证机体冷却收缩时有足够的熔液进行填补,必须在冒口处保存一定量的熔液(补缩量约为7%),为此,KS公司对熔液填充与铸件冷却进行了大量的研究,这使得在浇铸第一个V8铝合金发动机机体之前,浇铸的成功率就已经达到了95%,而且,在第一个铸造样件中就没有多少需要改进的残余冷却部位。这表明KS公司从一开始就达到了极低的铸件废品率,做到了这一点,就能在日益紧迫的大批量生产进度面前赢得更多的时间。
改进与生产过程有关的组织机构
原来,KS公司的组织机构是直线形的结构,工作程序是沿着这条线依次展开的,而现在,该公司的组织结构与工作顺序按项目改成了平行结构。也就是说:项目负责人在他管辖的项目范围内有权对各个成员(组)下达工作指令。为了保证这种几乎平行式的工作进展,他有权直接对上级领导请示汇报,从而节约了时间与资金。
与此同时,新成立的“工艺流程开发部”也使得整个项目的研发时间大大缩短,它是生产与研发之间一个新的连接环节。工艺流程开发部的20名工程技术人员分为4个小组:安全小组、模拟试验组、工艺过程优化组和批量生产准备(包括试铸)小组。另外,KS公司还对项目研发过程重新进行了组织结构调整。原来的产品研发过程一直是接力式的,现在则呈现出更多的同步性特点,有时还出现同时展开的现象,因此可以直接将模拟试验得出的新结论、新认识应用于下一步的铸件生产过程中。
整个研发项目可在最多4个层次上同时展开。研发总体规划体现了所有重要的研发措施与各个步骤。各个具体项目和步骤又可获得Word、Excel、Powerpoint格式或其他专用软件格式的工作计划、文件和资料,使各个项目组和步骤可以相互有机、高效地衔接。
快速进入批量生产
在研发过程中,另一个非常重要的优化举措是:创造出尽可能多的可能提前的机会。这意味着要将许多原来在大批量生产前开始着手的工作提前到研发过程中进行,这使得KS公司在短时间内完成了大批量生产的全部准备工作。
在铸造试验车间中投资购买潮模砂生产设备的费用很高,省略了砂型样件的试制过程,这样节省了大量的试验费用,而最关键的是缩短了新产品的研发过程。试制过程中极低的废品率和极短的铸造生产节拍都节约了大量的人力、物力和财力,使得试生产铸造车间可以与大批量生产的铸造车间同时开始样件生产。
KS公司认为,他们还可以进一步缩短产品研制开发的时间。并计划提供新型机体机械性能、热膨胀性能和持久性能方面最有说服力的数据。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖