IMC输送机有效提高涂装生产效率
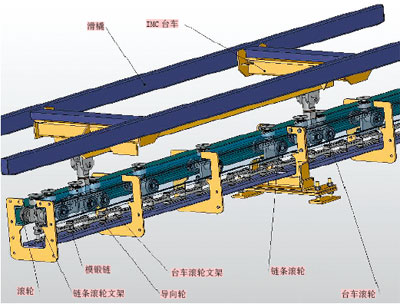
图1 IMC输送机组成结构
烘干室是涂装生产线上动能消耗最多、最关键、最复杂的部位。目前,由于烘干室内输送机引起的故障占烘干室故障的比例较大,为降低烘干室的故障率,从而降低设备的使用成本,简单、实用、故障低、投资成本和维护成本低的IMC输送机得到了越来越广泛的应用。
IMC(Inverted Monorail Chain Conveyor)输送机全称“反向轨道输送链”,由驱动装置、张紧装置、转接滚床、输送轨道、链条和台车等功能单元组成(图1)。
1、驱动装置
由减速电机、支撑框架、套筒滚子链、履带辊子链、驱动链轮、张紧链轮、带支撑轴承的驱动轴、可调导向滚轮、压紧滚轮组等部件组成。该装置设有紧凑线圈弹簧,可用于拖拉和控制浮框的运动,当负荷过大时,浮框将移动到超负荷点,此时限位开关将停止驱动电机,防止对驱动装置造成损害。
2、张紧装置
该装置安装在驱动装置附近,一般由固定框架和可移动的内部框架组成,可以通过气缸实现张紧调节。气缸由电磁阀和读写开关控制,为防止链条拉力过大导致气缸失效,张紧装置设有两条钢丝绳用于极限拉力保护。
3、转接滚床
转接滚床与标准滚床制作基本相同,特殊的分开式两侧滚轮组排列使得IMC链条能从转接滚床内通过,带车身滑橇从转接滚床自动平稳过渡,转接到IMC链条。
4、IMC轨道、链条和台车
□ IMC输送机轨道包括水平直轨、水平弯轨、垂直直轨、垂直弯轨;
□ IMC输送机链条目前基本上采用6″模锻链;
□ IMC输送机台车用于支撑带车身的滑橇,通过台车滚轮支架与模锻链相连接。
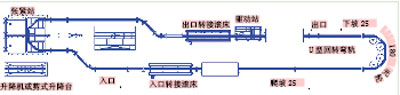
图2 IMC输送机平面布置
IMC输送机的主要特点
IMC输送机的结构特点决定了其非常适用于U形桥式烘干室,与П型烘干室输送机相比其具有以下优点:
1、低投资成本
□ IMC输送机通过爬坡和下坡方式解决高度差问题,省掉了П型烘干室采用的高温升降机和高温滚床,同时IMC输送机驱动站和张紧站安装在烘干室外,所以不需要安装价格昂贵的高温接近开关;
□ IMC输送机由于采用的是一条6″模锻链,因而轨道结构简单,与П型烘干室采用双排节距为160mm的高温套筒滚子链相比,所用材料仅为П型烘干室的1/3左右;
□ IMC输送机只有1个驱动装置,而П型烘干室输送机有9个驱动装置,同时IMC输送机减少了控制柜、变频器、现场总线模块等电气部件的数量。
2、低故障率、低维修成本
□ IMC输送机在烘干室内只设置有轨道、台车及链条等结构;
□ IMC输送机的主要部件均安装在烘干室外部,便于及时发现和排除故障。
IMC输送机的平面布置
在U形桥式烘干室内安装IMC输送机,能最大程度地减少烘干室及IMC输送机布置所需的空间。如图2所示,IMC输送机包括入口转接段、烘干室爬坡段、加热区水平直段、U形转弯段、保温区水平直段、烘干室下坡段、强冷室段、驱动段、出口转接段和张紧段等部分。

图3 IMC输送机入口转接、过渡
1、IMC输送机的布置需要注意以下问题:
□ 确定滑橇结构及其长度和宽度尺寸以及IMC台车间距,此间距与滑橇长度和车身长度有关;
□ 确定烘干室爬坡角度和下坡角度以及垂直高度差,制作爬坡和下坡时带车身滑橇IMC台车的轨迹以及U形转弯处的轨迹,验证所选用的IMC台车间距是否合适;
□ 根据加热、保温、强冷工艺处理时间和链速计算烘干室实际所需长度。
2、IMC输送机与入烘干室前喷漆室出口滚床及出烘干室后储存线入口滚床存在高度差(图3),通常采取以下方案解决这一问题:
□ 烘干室与喷漆室、储存线不在同一层面上时,通过升降机来解决高度差问题;
□ 烘干室与喷漆室在同一层面上,而与储存线不在同一层面上时,入口采用升降行程短的剪式升降台,出口采用升降机解决高度差问题。
结语
IMC输送机凭借其设备简单、成本低的特点满足了目前中国汽车工业降本增效的发展要求,因而得到了广泛的应用。但在使用过程中,仍然需要注意以下几点问题:
1、拉力张紧:通过调节紧凑线圈弹簧和手调履带辊子链调节杆,可以调整驱动站的链条指示刻度。
2、张紧设定:通过调整气缸压力设定值来调整IMC链条张紧度。
3、安全捕捉器:当链条断裂时,垂直轨道段的IMC台车将加速下滑,此时安全捕捉器上的弹簧推动插销挡块卡住IMC台车。
4、润滑系统:链条的链节、支撑轮轴承和台车铰链需要自动润滑,目前支撑轮轴承一般采用油润滑;驱动站的套筒滚子链、履带辊子链一般采用简易的带油刷的PAMA油罐进行自动润滑。
5、防尘和清洁:考虑到烘干室的循环和对流特性,为防止油污和磨损的铁屑污染烘干室,烘干室内IMC轨道两侧应安装密封盖板。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖