铝基钎料提高汽车铝车窗的焊接质量
在汽车铝车窗的钎焊过程中,钎焊材料是保证钎焊质量的重要因素之一。常规的铝基钎料存在很多影响钎焊质量的问题,研制高性能的汽车车窗专用钎料,是提高汽车铝车窗钎焊质量的关键。
在汽车铝车窗的生产过程中,钎焊是关键的生产技术。影响钎焊质量的因素有钎焊工艺、钎焊材料和钎焊装备。通常,真空钎焊和在NOCOLOK钎剂炉中钎焊的焊接质量稳定,但设备投资大,不太适合我国汽车生产规模的现状;浸渍钎焊虽然生产效率高,但环境污染严重。而采用火焰钎焊并配合惰性气体保护的方法生产汽车铝车窗,具有生产简便的优点,也适合我国汽车生产的现状,但对钎焊材料要求苛刻。为此,研制高性能的汽车车窗专用钎料,是提高汽车铝车窗钎焊质量的关键。
汽车制造中常用的铝基钎料
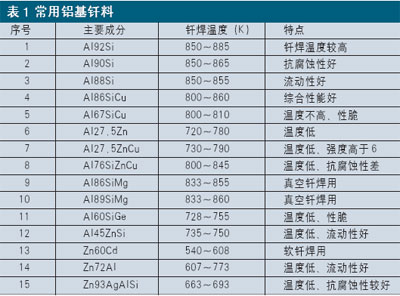
通常,工业纯铝、含Mg量低的防锈铝、含Cu量低的锻铝等材料的钎焊性较好;硬铝、超硬铝和铸铝的钎焊性能较差。一般用作汽车车窗的铝合金有6063、6005等,其钎焊性较好。适合钎焊这类母材的钎料有AlSi、AlZn 、AlSiCu、AlSiMg、AlSiCuZn、Zn基钎料等,其钎焊工艺性如表1所示。
常规铝基钎料存在的问题
通常铝合金表面有一层致密的氧化薄膜,焊接时如未被清除,将影响钎缝的形成,并产生夹杂等问题。由于常规的火焰钎焊需要一边加热工件一边涂覆焊剂,而铝的硬钎剂一般由碱金属或碱土金属的氯化物混合熔盐组成,氯化物在钎焊过程中会转化为盐酸,腐蚀接头,焊剂残渣中的锌也会以电化学的形式腐蚀接头,所以钎焊后必须仔细清除钎剂残渣。但由于产品结构或工艺原因,难以达到这一要求。只有研制一种在钎焊过程中不需使用钎剂的自钎性铝钎料,才能从根本上解决残留钎剂腐蚀母材的问题。
另一方面,汽车车窗框的接头间隙较大,用常规铝基钎料钎焊时易引发热裂纹,因此需要进一步改善钎料的抗裂性能。
新型铝基钎料的研制开发
1、自钎性铝钎料
自钎性铝钎料是指自身含有能起到钎剂作用的微量或一定量元素的钎料。目前所研制的自钎性铝钎料加有可溶解的Al2O3以及能与氧化膜反应的还原剂。在钎焊过程中,自钎性铝钎料可防止接头在钎焊温度区间氧化,还可避免还原焊缝内的氧化物,同时可改变液态钎料的物理性能,改善钎料对母材的润湿性。
还原剂与Al2O3反应后的产物是AlCl3和AlxFy,其中AlCl3在455K时转变为气态蒸发掉,AlCl3在蒸发过程中会破碎Al2O3 薄膜;AlxFy是复合盐,流动性好,密度小于铝,浮于焊缝表面和边缘,色泽呈浅灰色。
使用自钎性铝钎料进行火焰钎焊时,可直接连续施焊,而不需边加热工件边浸沾焊剂,使焊缝温度基本保持稳定。这种焊料不仅节省了焊剂,简化了操作工艺,提高了工作效率,而且彻底解决了残留钎剂对母材的腐蚀。
为了分析采用自钎钎料进行钎焊所产生的抗剪强度,我们进行了工艺试验。试验研究用的自钎性铝钎料是采用粉末冶金的原理进行机械合金化,即将还原粉、铝粉、其他添加金属粉充分混合,在一定温度下对混合金属粉加压,使其形成有一定强度的粉锭,在可控气氛中保温、加压,使粉锭形成“钎焊锭”,最终挤压成材,并用滚模拉丝的方法减径。在试验中,采用火焰钎焊工艺,以6063为母材,分别使用自钎钎料和普通钎料进行钎焊,钎焊接头会产生不同的抗剪强度,试验数据如表2所示。
试验数据表明,在同一工艺条件下,使用自钎性钎料的钎焊接头的抗剪强度明显偏高,且强度值稳定。
2、添加微量元素,改善常规铝基钎料的钎焊工艺性
及抗裂性用常规铝基钎料钎焊汽车车窗时,在焊缝处易产生热裂纹。热裂纹主要是由于晶界上合金元素的偏析或低熔点共晶物的存在引起的。 在焊缝区,由于凝固收缩应力或外力的作用,使正在形成的晶界扩展成微观裂纹,微观裂纹引发晶粒碎裂,进而扩展成宏观裂纹。防止裂纹产生的主要措施是细化填充材料的晶粒、降低钎焊温度和减少约束力。
Na盐、Al-P-Cu变质对初晶硅有显著的效果,但对共晶硅的细化作用不够明显。由于Na属于短效变质剂,如变质不当还会产生脆性,所以对于二次冶金的钎料不可取。由于La对初晶硅、共晶硅有双重变质效果,Ti、B、Sr、Zr可细化Al-Cu-Zn合金的晶粒,P、Sb可增加流动性,所以最终Re(La-Ce)、Ti、B、Sr、Zr、P、Sb、Ag被确定为添加对象。
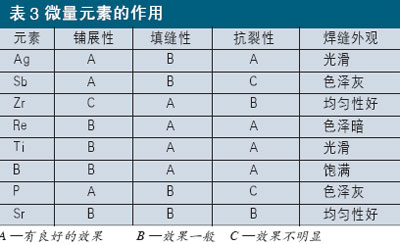
以Al、Si为基体,加入Cu、Zn、Ge后,再添加0.5 wt%的其他微量元素,对比它们的钎焊工艺性和抗热裂性。通过对比12种5元钎料发现,影响钎料熔化温度的主要因素是钎料的主成分,而Re(La-Ce)、Sb、Ti、B、Sr、Zr、P、Ag等元素对铺展性、填缝能力、热裂倾向和表面成形有较大影响。

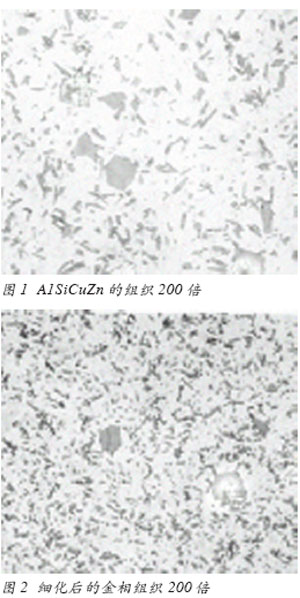
添加微量元素后的试验结果如表3所示。从表3可以得出结论:Ag、Sb、P有利于钎料的铺展;Zr、Re、Ti、B有助于提高钎料的填缝能力;Ag、Re、Ti、B有利于抗热裂纹;Sb、P使钎料变脆;Ag、Zr、Ti、B、Sr有利于表面成形。图1是不含Re、B、Sb、P、Sr、Ti的金相照片,图2是含Re、B、P等的金相照片。从金相组织可以看出,不含Re、B、Sb、P、Sr、Ti的组织粗大且不均匀,存在明显的黑色枝状、带状组织,成为热裂纹的主要来源之一;B、Ti的加入可细化晶粒,阻止低熔点共晶在晶界的析出,从而提高抗热裂性和填缝能力;由于Re、Sr是强氧化元素,在焊接中可起到脱氧、净化和变质的作用,并能减少焊缝总的夹杂物,提高了抗热裂性和常温抗疲劳性能;Sb、P的加入可促进枝晶间低熔共晶物的析出,增加流动铺展性。总之,各种微量元素的添加量要相互匹配,以起到提高综合性能的作用。
经工艺试验和现场使用考核,最终钎料成分被确定为:Al-6~12Si-2~10Cu-4~18Zn-Ge-0.35~0.8(MA)。MA是5种微量元素的总和,在熔炼的不同时期以铝的固溶体形式分别加入。实践证明,用添加微量元素的铝钎料焊接的汽车铝窗框变形小,并有良好的抗疲劳性能,现已被用于生产。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖