提高效率的参数管理
勇于探索和实践,通过对涂装数据的合理应用,江西昌河铃木汽车有限公司不仅降低了涂料的损耗,同时还提高了产品质量。
我公司的涂装生产线现有两套ABB自动往复式喷涂机。一套用于中涂生产线,为一站7杯制高压静电旋杯喷涂中涂;一套用于面漆生产线,3站配置:第一站为7杯制高压静电旋杯喷涂银底;第二站为自动空气喷涂站,配有6把自动空气喷枪,其作用是将静电喷涂后有规律的铝粉排序打乱后压平,达到良好的闪光性;第三站为7杯制高压静电旋杯喷涂罩光清漆。
在实际生产过程中,影响旋杯喷涂机喷涂质量的因素主要包括喷涂距离、喷涂流量、喷涂扇形面积及整形空气大小等。这些因素相互依存、相互影响,需要长期的实践与摸索,才能总结出良好的喷涂参数。
喷涂间距的调整
喷涂间距即为喷杯与被涂物间的距离。在高转速杯式静电涂装场合,喷杯为负极,接地的车壳为正极,在两极间施加高压产生的强静电吸引力是将靠离心力机械雾化的漆粒传输到接地的车壳的主要作用力。其作用力大小与高电压成正比,与喷涂间距成反比:电压越高,喷涂间距越近;电场力越大,静电效果越好,反之越差。喷涂间距过近,易产生火花放电,不安全。经过多次调整,最终我们将喷涂间距由330mm缩短到250mm。
从表1中可以看出,喷涂间距从330mm降低到250mm后,涂装效率得到了较大提高;膜厚相同时,吐出量得到了降低。

表1 喷涂间距调整前后的涂装效率对比
车身边角的处理
在喷涂时,由于静电的边角效应,车身的边角是最难处理的,容易产生流挂和厚边现象。为了消除或减少这个缺陷,通常采用以下两种方法:
1. 贴纸胶带防流挂法
对那些能被遮蔽或不外露的边角部位张贴纸胶带,在喷完后卸下,将垂流下来的油漆引到纸胶带下端,这样可以减小或消除流挂。但这种方法存在两个缺陷:撕除纸胶带时易产生毛刺,处理毛刺时容易破坏边角涂膜;贴纸胶带时,纸胶带的大小以及张贴位置不易控制,太大易粘到外露的油漆表面,太小或张贴不到位都不能起到引流多余油漆的作用。
2. 制作边角防流挂静电吸附工装
其目的是使工件的边角或边缘形成一个过渡电场,从工件的边角延伸到工装上。若没有这个工装,自动喷涂机喷涂时,由于边角静电吸附效应会使油漆粒子在工件边缘吸附较多,导致工件边缘位置的清漆“厚边”。这个“厚边”就易产生流挂或白点(溶剂没挥发出来,包裹在边缘的油漆中),利用防流挂静电吸附工装可有效解决此问题。但其存在的缺点是,工装件较大,制作成本较高,且运输、摆放、安装和清洗较麻烦。工装件越多就越易发生因工装而产生的磕碰伤及工装所带来的其他污染。
我公司的涂装车间没有采用以上两种方法。经过多次实验,我们利用对喷涂机的整形空气、喷涂区型、涂装定位点和吐出量这4个参数的精确调整,控制容易出现的“流挂”和“厚边”现象,效果显著。
(1)整形空气
当喷枪喷涂到车壳边角时,我们在原整形空气的基础上,加大1~2kg的整形空气,用空气吹掉部分带电漆粒不让它们吸附在边角上,减少静电吸附,防止厚边现象。
(2)喷涂区型
喷涂区型是喷枪在做往复运动时喷枪的出漆状态。原喷涂区型在喷涂时会对边角进行重复喷涂,使边角经常出现厚边和流挂。我们利用喷涂区型来控制喷枪,在喷枪到达边角时,在原来基础上提前4~5cm时就收枪不喷涂了,从而避免了喷涂扇面的重复喷涂。
(3)涂装定位点
原涂装定位点使喷枪在还未到车壳边角时就已经开始喷涂。为此,我们把涂装定位点提高4~5cm,使喷枪超过边角一定距离后再喷涂,减少喷枪的重复喷涂。
(4)吐出量
我们将原吐出量250cc减少10%,使边角的膜厚减小1~2mm。
经过对以上4种参数的精确调整,我们实现了防止边角“流挂”和“厚边”缺陷产生的目的。同时,我们还发现,对边角进行有效地打磨,对防止边角流挂也可以起到一定的作用。
设备参数的精确调整
目前,我公司涂装车间面漆第二站为自动空气喷涂站,配有6把自动空气喷枪。其作用是将静电喷涂后有规律的铝粉排序打乱后压平,达到良好的闪光性。其缺点是油漆利用率低,喷涂时在空气中易产生较大漆雾,污染设备和空气喷枪的枪头,而枪头被漆雾污染后极易产生颗粒。喷涂时如果颗粒出现,就必须立刻清洗枪头。
经过多次实验我们发现,调整喷涂机的往复速度不仅可以减少漆雾的产生,还可以减少对枪头的污染,减少颗粒的产生。在喷涂时,喷涂机是上下和左右运动的。当喷涂机往复速度过快,向上运动时喷涂的扇面会略微向下,枪头下面易被污染;当向下运动时,枪头上面会被污染。喷涂时间过长时枪头就会聚漆过多,达到一定程度后聚漆会被整形空气吹到车壳上,形成较大漆点,影响喷涂质量。
为此,我们调整了喷涂机的往复运行速度,减少了对枪头的污染,也减少了漆点的产生。在没调整往复速度时,开机60min后的枪头污染已十分严重,易产生颗粒;调整后,枪头工作近2h后才会产生颗粒。在喷涂完一台车时,喷涂机有一段时间处于待机状态。利用这一时机,我们将待机时的整形空气量加大,将枪头上已聚集的漆吹掉,从而延长了洗枪周期。实践表明,当喷涂同种颜色时可以延长到2.5h后洗枪,提高了生产节拍,减少了洗枪次数,节约了清洗稀料。
自动空气喷枪的另一个缺点是,如果喷涂扇面(即喷涂扇形面积)不好,会很容易使银底发花。喷涂扇面好坏是受整形和雾化空气影响的,想要得到最佳的喷涂扇面,就必须通过整形和雾化空气的大小来得到。
我公司涂装车间面漆第二站为自动空气喷涂站,配有6把自动空气喷枪;顶喷机、左右侧喷机各有2把自动空气喷枪,间距为21cm。单把空气喷枪的标准喷涂扇面喷涂到物体上的形状为椭圆形,长度为30cm;2把空气喷枪的喷涂形状则为相互叠加的2个椭圆形,长度为50cm。
我们将一块贴有锡箔纸的木板置于喷枪前25cm处,喷涂4s得到喷涂扇形。对喷枪喷涂参数的调整(见表2),可获得不同质量的喷涂扇面。
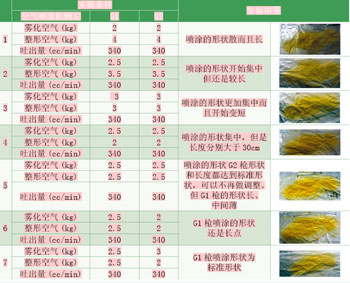
表2 对喷枪喷涂参数的调整,可获得不同质量的喷涂扇面
经过上面的试验我们得到一个规律,即喷涂扇面与整形成正比,与雾化成反比。这样,我们就很容易调整出标准的喷涂扇面。有了标准的喷涂扇面,从而可以准确减少发花这一质量缺陷。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖