应对多品种混线生产

在实际生产中,要实现这样的多品种混线生产,相对以往的传统生产,不仅要求生产布局、生产工艺、物流方式等各方面的改进和改变,还要利用先进的生产管理系统,才能稳定有效地实现多品种混线生产。
“敏感”的生产线
汽车生产线主要是由车身车间、油漆车间和总装车间内的生产线组成的,在各个车间的工艺现场,都有很多敏感的问题,这对多品种混线生产提出了很多的要求。
在车身车间,为了保证拼装出来的车身精确度,拼装在一起的零件需要在夹具上进行定位后焊接而成,所以对车身车间而言,对车身的外形敏感度较高。
在油漆车间,考虑到设备的投资和场地大小的合理性,一般喷枪的数量是被控制的,同时为了保证油漆颜色的质量,在产品的颜色有交替时需要清洗喷枪,由于清洗需要时间以及在清洗喷枪的时候会损失部分原材料,从节约工时和减少成本的角度来说,一般不希望在生产过程中频繁更换油漆的颜色,并且当有色差较大的产品相邻地进入喷漆线时,为了使前后车辆的不同颜色不相互飞溅造成色差,还需要考虑在两组颜色产品交界处留有空位,这也会造成产量的损失,所以油漆车间对产品的颜色、数量和颜色的排序方式非常敏感。
在总装车间,由于装备不同、品种不同,经常在相同的工位上装配到车身上的零件也是不同的,甚至装配时间也不同,为了使每一种不同的产品在指定工位上能完成规定的零件安装,不仅需要考虑在有限的工位周围场地上零件怎样堆放,使工人在产品到达工位的时候能取到需要安装的零件,而且还需要考虑工人装配时间的搭配,例如将需要装配时间较长的车型和需要装配时间较短的车型间隔着排序,以平衡装配时间。所以总装车间对往车身上安装怎样的零件即通常所说的对汽车的配备非常敏感。
储存之道
为了能最大限度地解决以上各个车间的敏感问题,在规划生产线时首先就需要有所考虑。图1中显示的就是汽车厂内输送线的平面布置。从图中可以看到,在车身和油漆车间以及在油漆和总装车间分别有一个储存区,这是因为在安排生产的时候,为了减少在车身车间内不同种类车型生产交替时更换夹具的次数,同样也是为了减少因更换夹具而损失的工位生产时间,在安排生产时会有意识地将相同外形的车身(但是颜色可能有多种)集中在一起逐一进入生产线,这样,车身是以相同车型成组地从车身车间出来,在进入车身和油漆车间间的储存区前,通过读取带在每个车身上的产品信息包中的信息,将车身根据颜色进行分类进入储存区。这样就可以根据颜色将车身送入油漆车间。同样,来自于油漆车间的车身通常情况下是按颜色成组的,然后也是通过读取车身上的信息,将车身按装备情况分类进入油漆和总装车间的储存区。
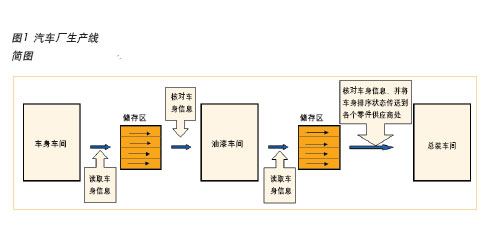
通过在车间布置储存区,一方面解决了各个车间对产品的不同排序要求,另一方面避免了由于各种原因造成的在某一时段某个车间生产不正常而影响到其他车间的生产,譬如,油漆车间因为设备故障暂时不能进行生产,车身车间的和总装车间的生产线仍然在生产,车身车间生产出来的产品可进入油漆车间前的储存区,这样车身车间的生产一直可以继续到储存区满为止,同样总装车间可以从油漆和总装车间间的储存区获得车身,生产一直可以继续到该储存区空为止。
通过在车间之间设置分类储存区解决了各个车间对生产的特殊要求,但是根据在车身和总装车间内的工作内容,如果只是生产单一品种的话,就有大量的零部件需要通过物流送到生产线旁,当在同一车间生产的产品数量不断增加,零部件的物流量和要求的物料场地将会成倍地增长,但是实际情况往往是随着产品品种的增加,车间的面积、物料场地和物流通道不可能有很大的变化,在这样的情况下,怎样实现在同一车间生产线的有序生产呢?
工艺和物流的改进
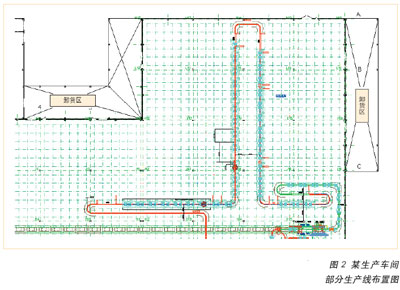
在进行车间内生产线规划的时候,对物流的便捷性是必须要考虑的。图2显示的某一车间的部分生产线,由于在该段生产线上需要安装发动机动力总成、前围、轮胎、驾驶舱等,不仅选装件多,而且零件数量也很多,所以在生产线规划时,必须充分考虑输送线向厂房的物流卸货区开放,使零件能非常便捷地送到输送线旁。
在生产线安装完成后,随着生产品种的增多,在以前实际操作过程中往往是将所有需要在该工位装配的零件堆放在工位附近,装配工人有时需要走较长的距离才能取到零件,无形中加大了工人的劳动强度,而且工人有时会由于疏忽错拿零件发生装配错误,为了解决这些问题,还需要在工艺装配模式和物流安排上进行改进。
首先在选择工艺生产模式上,可以采用模块化生产方式,即总成供货方式,其次可以采用物料配送的方式,即及时供货方式或物料蓝供料方式,这些都是减少物料堆放场地和保证产品质量的有效方法。
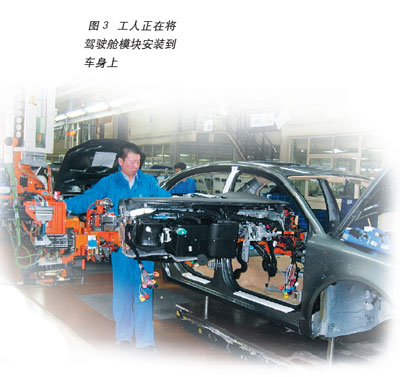
模块化生产方式就是将实现同一功能的零件先组装成部件后再将该部件装配到产品上,例如,将车身内的驾驶舱现在某一个地方将所有的零件进行拼装后,再送到生产线附近,然后将整个驾驶舱装配到车身上(图3)。采用这种装配方式,原来的几十种零件运送变成了单个部件运送,大大减少了物流量。
物料配送方式就是将某一时段在某一工位安装的全部零件放在一个料架上,然后送到生产线旁,在正常生产的情况下被定义的时段结束,料架上的料也装完了。由于采用了物料配送,在输送线的周围不再需要针对各种车型或装备的不同料架的堆放,大大减少了对物流场地的面积要求。
物料蓝供料方式就是将指定的连续工位上安装到一台车上的所有零件放在一个料架中,该料架将随生产线一起运行(图4),工位工作结束时料架上的料也被用完。采用这种供料方式不仅减少了料架堆放场地,同时还能及时发现在装配过程中发生的错误。

采用了以上先进的装配方式和供货方式后,物流量和对物流场地的要求大大减少,同时,在生产过程中还能很好地控制人为因素对产品质量的影响,使在同一条生产线上生产出保质保量的不同产品成为可能。
先进的管理系统必不可少
除了对生产工艺的改进和物流方式的改进,生产信息管理系统也是在混线生产中必不可少的工具。生产管理系统就是将从销售部门获得的订单信息输入该系统后生成每个产品的标签,该标签中包含所有该产品的信息,如发动机架号、颜色、装备等,然后将该标签打印出来,从车身车间的第一个工位开始,该标签就跟随着车身,一直到总装车间最后一个工位,沿着整条生产线安装有多个数据采集点,达到跟踪产品的目的,在图1中也可以看到,通过该系统可以实现对产品的分类,同样也可以将产品的排序状态、时间位置通知供应商,指导供应商组织零部件配料和发运,使即时供货和物料配送成为可能。
结语
为了满足越来越多的市场需求,不仅在生产线布局时就需要前瞻性地进行考虑,还需要在生产过程中不断改进工艺和物流方式,并利用先进的生产管理方式和工具,才能在一条生产上稳定有效地实现多品种混线生产。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖