量身定制的全数字加工方案

计算机技术的高速发展极大地推动了NC技术和CAD/CAM技术在生产实际中的应用,从而使产品研发设计、制造、数值模拟、工艺设计在真正意义上实现了集成化。其中,计算机辅助数控加工制造技术已是制造业现代化的一个重要标志。
Tebis是一款面向汽车模具行业的三维加工软件,它具有易于操作、计算速度快、加工精度高、永不过切等特点,在欧洲的加工软件测评中一直处于领先地位。目前,全世界已有1000多家公司在使用德国Tebis公司的Tebis软件进行数控加工,诸如:世界著名汽车生产厂商大众、宝马、欧宝、本田等。Tebis以其独特的加工方式和计算方法在现代制造业,尤其是汽车制造业,受到了越来越多的客户的青睐。
Tebis的特点
1. 加工流程简便
基于Tebis环境下的CAM技术的一般应用过程可见图1。正如流程图上所示,由于Tebis将粗加工、半精加工、精加工模块全部独立设置,使得操作更为简便,即便漏编了某一步程序,也可补编,不必从头到尾重新再来过,亦可对同一区域按不同方式进行重复编程,或对能否准确、顺畅地不同区域按同一种方式编程。

2. 后置处理方便
对于CAM软件来说,将在三维图形中生成的加工轨迹转换成机床所能识别的代码,是衡量一个CAM软件的重要标准之一。通常情况下,Tebis与当今国内外较流行的数控系统如:FIDIA、SIEMENS、FANUC、HAAS、CINCINNATI等配备有上百个直接的后置接口,可以直接将加工轨迹转换成机床代码进行加工。针对特殊的机床,还可通过自行编译、更改后置处理程序,将Tebis所生成的NC加工程序转换成机床可识别的加工程序进行加工,从而保证了Tebis平台上整个CAM流程的完整实施。
3. 加工速度快
在汽车模具制造行业,由于加工程序在机床上执行得非常快,所以因等待加工程序而导致机床停机的现象非常普遍。对于CAM软件来说,在型面上生成加工轨迹的速度是满足高速加工首要条件。在欧洲,每年一次的CAM软件测评中,Tebis软件的加工速度始终处于领先地位,应该说是业界的佼佼者。对于汽车制造业来说,汽车车身覆盖件的型面数据量大,如一个门内板的数据可能由上千个曲面构成,数据量由几十兆到几百兆不等,对于如此巨大的数据量,如何能在最短的时间计算出加工结果,显得尤为重要。Tebis软件之所以能得到用户的广泛肯定,加工速度快是最重要的原因之一。
4. 加工精度高
对于汽车外覆盖件来说,由于型面大,加工时间相对较长,这样,整个加工周期也相应变长,而加工软件所生成的刀轨线往往又直接影响着数控加工的精度和时间。如何缩短加工周期并提高模具加工精度,以减少抛光等后续工作,无疑是汽车制造厂的又一显著问题,并且日渐形成衡量汽车行业模具制造水平的重要标准。高精度的加工能力是Tebis的另一个重要特点,其刀轨线的公差设置最小可达到0.01mm;多样化的加工策略提高了加工效果、减少跳刀,优化后的刀轨线使加工时间大大缩短,从而极大地提高了加工效率。
5. 安全性能高
高速加工一旦发生过切和碰撞,后果不堪设想。因此,防过切能力是评定一个CAM软件水平的重要准则之一。目前,虽然计算机技术的发展已很成熟,但由于每个CAM软件编写的加工计算方法各不相同,所以在实际应用中,仍有一些软件在加工编程时,会发生过切现象。
一般来说,我们可以先进行模拟切削,然后再正式加工,这样虽然预防了一些过切现象,但却极大地浪费了加工时间。模拟仿真软件问世在一定程序上防止了过切现象的发生,但并不能真正消除错误,因为即便系统检测到过切现象需对NC程序修改时,仿真软件就显得无能为力了,还得重新将NC程序放回原CAM系统中才能修改。
Tebis在刀轨计算完成后提供了检查功能,由于其算法不同于计算刀轨的算法,所以能够有效地对刀轨进行验证,从而避免过切现象的产生。与传统的模拟仿真软件所不同的是,Tebis能够在模拟仿真的同时进行加工编程操作,并对模拟加工结果进行分析,更有效地防止了过切现象的发生。实际运用也证实了Tebis“永不过切”的承诺。
主要功能
作为一个CAD/CAM软件,Tebis的CAD部分包含了一些基本的三维造型功能以及曲面和高级曲面设计的功能;同时,其CAM部分也包含了通用的3轴、5轴加工以及5轴激光切割等模块,限于篇幅,这里就不一一介绍了。本篇主要介绍几个Tebis中几大有特点的功能。
1. 独特的粗加工功能
粗加工用来切削型材或毛坯的余量,由于切削的余量较大,如何保证切削的速度和精度成了衡量CAM系统的关键。Tebis软件在粗加工中除了能生成最优化的刀路轨迹外,还能生成加工的结果,可直接用来比较或分析与实际零件直接的误差。特别需要指出的是,以网格面形式保留下来的加工结果,可作为下一步半精加工的加工参考元素继续使用,而并非只用来分析。
2. 清根功能
Tebis软件的清根功能主要有3种类型:第一种方式是我们通常所说的“一刀清根”,主要用于粗加工后对倒角处较多的残余量进行清除,属于半精加工操作;第二种方式是对沿着倒角的切线方向倒角处的残余量进行加工;第三种方式是对整个曲面进行清根处理,相对于第二种方式来说,这种清根范围更广。在第二和第三种清根方式中,我们通常选择的刀具须小于前一步加工的刀具,Tebis可自动计算出哪些区域是前一步未曾加工的,并直接对这些区域进行加工。由于在第二和第三种方式中可设置加工间距和加工精度,从而使加工精度能达到很高的要求,因此可作为精加工处理。清根处理为精加工和半精加工节约了很多时间,从而提高了生产效益。
3. 混合造型、加工功能
作为一款集CAD与CAM功能于一身的软件,Tebis在造型功能上亦有其独到之处。一般CAM系统是对曲面进行加工,生成刀轨线,而Tebis不仅能对曲面进行加工,而且还能对网格面进行加工。Tebis中的网格面是通过逆向设计构成的一种曲面。由于在汽车行业中,模具的损耗是很大的,需要经常修模,如果模具损坏了,就需重新设计生产,而重新设计模具很浪费时间,如果成本也很高通过逆向的方式进行设计那就简单快捷多了,还很经济。
正是基于此种考虑,Tebis从2000年开始,就研制出了逆向设计模块。一般来说,我们可以通过子程序(如零件的数控加工NC代码文件)或通过3坐标测量仪或激光扫描仪扫描得到的数据进行产品CAD模型逆向设计。对于这些逆向设计构成的网格面,还可与曲面进行拟和操作,从而达到混合造型的目的。另外,在对扫描数据进行逆向设计的同时,还可通过STL接口直接将其他CAD系统中的网格面读入,稍做修改后,即可对此网格面进行加工操作,也可将其以STL的格式输出至其他CAD系统中,极大地方便了数据交换。
4. 全自动化的2轴半加工方式
所谓2轴半加工,是指在进行铣加工时,3轴中的某一轴固定不动而其他2轴连动的一种加工方式,主要用来钻孔或铣平面。与一般的加工方式所不同的是,Tebis的2轴半加工融入了“知识工程”的概念,使加工实现了全自动化操作。用户可以先定义好所有的加工步骤、加工参数(包括刀具信息等),建立起用户自己的工艺数据库。由于工艺数据库的建立是一劳永逸的,所以在出NC加工程序时,Tebis只需访问工艺数控库,自动检测碰撞保护,就可顺序生成五个面的加工程序(包括换刀),这一切全是自动进行的,操作人员只需输入极少的信息,甚至什么都不需要做。
汽车覆盖件模具的数控加工案例
汽车覆盖件模具的数控加工操作步骤为:粗加工→半精加工→精加工,本文以汽车的门内板覆盖件为例,阐述Tebis的整个加工流程。
1. 粗加工
汽车模具的铸件是型材制作的,有10~15mm的余量,粗加工的操作主要是用直径较大的刀具先将余量去除,使加工后型材的余量保持在1mm左右。在粗加工中,可根据模具的大小,自行调整所使用刀具的直径,对汽车覆盖件来说,一般建议使用刀具的直径为4060mm。
图2.图3所示加工案例所用刀具为直径50R6mm带圆角的平底刀,加工方式为分层铣销,每层高度5mm,步间距10mm,加工余量1mm。
2. 半精加工
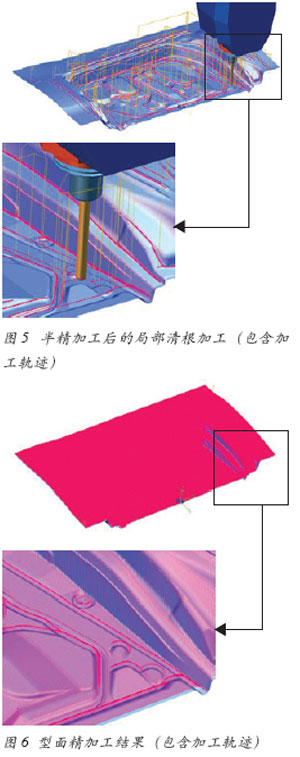
半精加工一般选用较小的刀具(直径2030mm)对型面进行整体铣销。Tebis中有不同的加工方式可进行选择:对于平坦的型面,可用平行轴加工或平行轮廓加工,对于陡峭的型面,可用等高线方式加工。由于型面倒角处的残余量较多,可用清根功能,只针对倒角处进行局部残料加工,所用刀具一般小于铣整个型面时所用的刀具。半精加工后,整个型面的余量应在0.2~0.5mm之间。
图4、图5的加工案例中铣整个型面用25mm球头刀,局部清根用20mm球头刀。
铣型面加工方式为平行轮廓铣削,步间距5mm,局部清根沿倒角处的切线方向加工,加工余量0.2mm。
3. 精加工
为使汽车模具的型面达到高质量、高精度的要求,精加工一般选用的加工刀具更小(直径10~25mm),且刀杆较短、刀片较新,这样才能保证加工精度。有时对于特殊的倒角区域,可能选用更小的刀具(直径6mm)才能加工到位。对于精加工的方式,一般与半精加工的方式类似,只是步间距更小,加工精度更高,所以通常精加工的时间往往会很长。同样,精加工后也可能需要进行局部清根加工,所用刀具直径等于或小于模具的最小半径。
图6所示的加工案例中,铣整个型面所用刀具为直径16mm球头刀,加工方式为平行轴铣削,步间距1mm,加工余量为零,加工精度0.01mm。
综上所述,利用Tebis软件强大的加工功能,能快速、安全地生成刀具轨迹,并可通过一整套完整的后处理程序直接传到机床上进行加工,从而提高了编程精度和编程效益,为汽车模具优质、高效、可靠加工奠定了基础。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖