差速器壳体和齿圈生产线的柔性化改造
神龙公司差速器壳体和齿圈生产线于1999年投产,当时生产一个系列MA三个品种的零件, 这三个品种均是PSA集团雪铁龙公司的产品。为了提高设备的利用率,动力总成平台启动BE钢件项目,针对差速器壳体齿圈总成,BE的系列有两个品种:BE差速器壳体+81齿齿圈和BE差速器壳体+74齿齿圈,这两个品种零件是PSA集团标致公司的产品。
虽然BE系列的产品与MA系列的产品存在较大的差异,但为了降低投资成本,总体设计方案是对MA差速器壳体和齿圈生产线进行改造,使差速器壳体和齿圈生产线柔性化,实现多品种零件的共线生产。
改造的基本原则
1. 尽量统一BE和MA差速器壳体、齿圈的加工工艺。对于BE齿圈,在热前增加一台加工中心用于加工安装孔,热后生产线增加一台磨床用于内孔的磨削。对于BE差速器壳体,在精车以后增加一台加工中心用于钻孔、攻丝及铣槽。
2. 重新设计和制造部分夹具,对机械手的卡爪、输送滚道进行改造, 尽量减少工装的换型。
3. 重新设计和制造部分刀具,尽量减少刀具的换型。
4. 重新编制BE零件的加工程序。
改造的关键
BE差速器壳体和齿圈的工艺设计是整个改造项目的关键,这是因为:
1. BE和MA差速器壳体的技术要求有较大的差异,MA差速器壳体与齿圈的配合是采用涂胶和压装的方式,而BE差速器壳体与齿圈的配合是采用8个螺纹孔连接的方式。
2. BE差速器壳体半轴孔在国外采用的是珩磨机加工,轴承颈和法兰面采用磨床加工,而我们采用的是镗孔、干式车削。
3. BE差速器壳体有8个螺纹孔,法兰面的加工是断续切削,现有的设备是否能满足法兰面的加工质量,取决于工艺安排的合理性。
改造方案的技术内容
1. 自行设计的BE差速器壳体工艺方案的可行性分析
(1) MA差速器壳体和BE差速器壳体的差异(如图1)。从表1可以看出,MA和BE差速器壳体形状有较大的差异,而且BE差速器壳体半轴孔和轴承颈的粗糙度比MA的要求更严。

图1 MA和BE差速器壳体的外型差异

表1 MA和BE差速器壳体主要技术要求的差异
(2)自行设计BE差速器壳体工艺与标致公司成熟工艺的比较。图2为法国标致公司的BE差速器壳体的工艺流程,图3为我们自主设计的BE差速器壳体工艺流程。
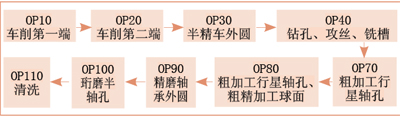
图2 法国标致公司的BE差速器壳体的工艺流程

图3 自主设计的BE差速器壳体工艺流程
国外的工艺方案与我们自行设计的工艺方案的最大差别体现在4个部位:半轴孔、两端轴承直径和法兰面的加工。在法国,对于半轴孔的加工采用珩磨,而对于两端轴承颈和法兰面的加工采用的是磨削。
① 半轴孔的加工。BE差速器壳体半轴孔产品的要求是φ260+0.033,表面粗糙度的要求是R5,相当于Ra1.6。MA差速器壳体半轴孔产品的要求为φ250+0.033,表面粗糙度为R6.3,相当于Ra2,孔径的公差要求基本一样,但就表面粗糙度而言,BE差速器壳体的要求更严,我们分析了MA半轴孔的切削参数,n=1500r/min,ap=0.5mm,f=0.25 mm/r,更改切削参数保持n 和ap不变,减小f。我们试验不同的切削参数,最终将MA的进给量由0.25mm降低到0.18mm时,刀具加工到寿命时表面粗糙度为R4.5,能满足粗糙度的要求。
② 轴承颈的加工。轴承颈的直径MA和BE差速器壳体是一样的产品要求,均是φ38+0.027,但是表面粗糙度的要求BE是R5,MA是R6.3,根据对半轴孔的加工试验,轴承颈的要求是可以达到的。
③ 法兰面的加工。加工带8个螺纹孔的BE差速器壳体法兰面有两个特点,一是断续切削,二是加工的长度长达20mm。现有的设备是卧式数控车床,且为干式切削,于是我们设计了两套工艺方案:第一套按常规工艺在精车前钻孔、攻丝;第二套工艺方案是在精车后,钻孔、攻丝。
在工艺方案的实施过程中,我们发现现有精车设备无法满足BE差速器壳体法兰面的质量要求,于是我们采用第二套工艺方案,将钻孔、攻丝和铣槽移到精车后的OP105进行加工。阶梯钻加工后,我们发现孔的入口处存在毛刺,通过在NC程序中对钻孔增加延时程序,法兰面的毛刺就没有了。
通过分析和试验证明,我们自主设计的BE差速器壳体的工艺是可行的。
2. 自行设计的BE齿圈工艺方案的可行性分析
MA齿圈和BE齿圈外形的差异如图4,其主要技术要求的差异如表2。从表2可以看出,MA和BE齿圈的技术参数有较大的差异,尤其是最大有效齿顶圆直径,BE比MA最大大29.7mm,并且直径大于180mm,芯轴定位宽度BE与MA的齿圈相比窄15.4mm,所以BE齿圈的工艺性比MA齿圈差。
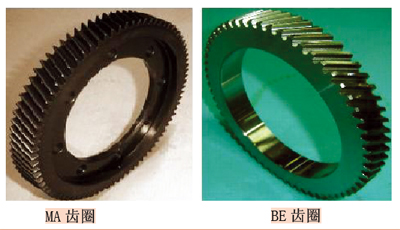
图4 MA齿圈和BE齿圈的外形差异

表2 MA齿圈和BE齿圈主要技术要求的差异
我们自主设计的BE齿圈工艺流程如图5。国外的工艺方案与我们自行设计的工艺方案的最大差别在于:钻孔+两面倒角,法国安排在OP30,在滚齿前,而我们的方案是安排在OP70,在剃齿之后。因我们是通过对老线的改造来生产BE的齿圈,在车床和滚齿间没有放设备的空间,只能放在剃齿之后。试验证明:在方便现场物流的前提下,我们安排的工艺方案完全能保证产品的质量要求,是完全可行的。
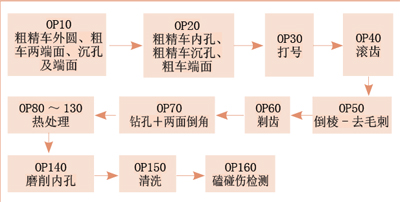
图5 自主设计的BE齿圈工艺流程
3. 差速器壳体生产线和齿圈生产线的改造
(1)工艺设计:
① 采用了图3和图5中自主设计的BE差速器壳体和BE齿圈的工艺。
② 数控加工程序的编制与调试:对BE差速器壳体和两种BE齿圈各道工序的零件进行 NC程序的编制,涉及的系统有FANUC、NUM和Siemens三种;涉及数控机床12台,分别来自日本、法国和德国。
(2)夹具设计
① OP40,通过设计如图6所示MA和BE差速器壳体共用的V型块1、2,压板8和V型压块5来实现换型后,夹具精度不用调整。仅通过更换轴向定位块3、轮廓支承4和压紧板6,来满足两种轴向尺寸、高度尺寸和轮廓差异较大的MA和BE 差速器壳体的定位和夹紧。
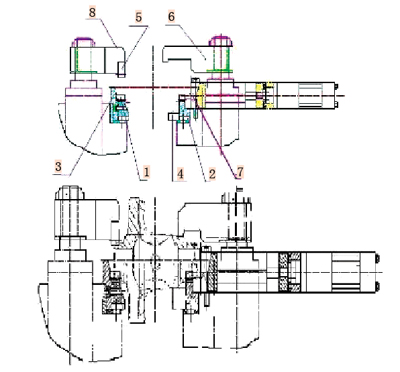
图6 OP40中MA和BE差速器壳体的夹具设计
② OP70是差速器壳体加工的关键工序, 该夹具的设计采用高度集中的分布方案,以便留出足够的空间,使夹具6个方向能很好地布置,该设备采用的是德国ROHM公司设计的夹具。原设计仅适用Sφ77的MA差速器壳体,而Sφ84的BE差速器壳体厚度比其大12mm,无法使用,由于国内坐标磨床的功能限制,在国内无法制造该夹具。我们通过三维模拟、重新设计OP70的夹具,在德国ROHM夹具的基础上进行改造,将如图7所示的夹具固定座板1的厚度减少12mm,将夹具的导向杆2延长12mm,重新设计制造导向杆2、夹紧卡爪3、滑块4、定位块5和夹紧块6。
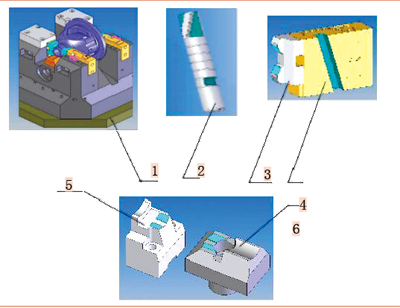
图7 OP70差速器壳体的夹具设计
(3)刀具设计
① OP40的刀具设计:OP40是一台三工位的数控组合机床,分别为011/012/013工位。013工位是球面加工工位,刀具采用的结构是曲柄连杆机构,当刀杆上的旋转点下降到球心的位置后,通过机床伺服电机推动刀具的曲柄连杆机构运动,完成球面的粗加工(如图8)。我们重新设计了如图9所示的共用的刀体,简化了换型,不同品种间仅更换不同的刀夹即可。
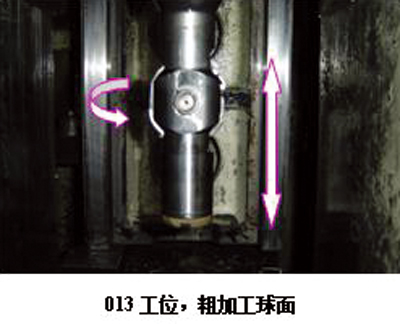
图8 013工位,粗加工球面
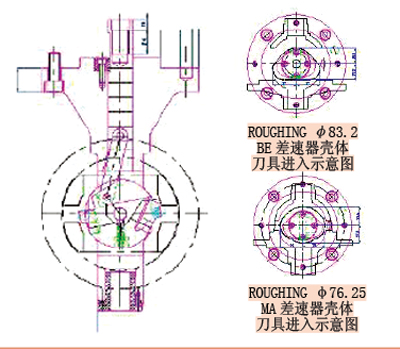
图9 重新设计的共用刀体
② OP70的刀具设计:在保证Z轴工作行程不变的前提下,使传动楔块的角度由原来的18°增大到21°43′,使其工作时的径向行程由15.5mm增大到19mm,剩下的3.5 mm由BE镗刀头来补偿,即将BE刀头比MA的刀头径向尺寸大1.75mm, 实现了MA和BE差速器壳体的共刀体生产(如图10)。
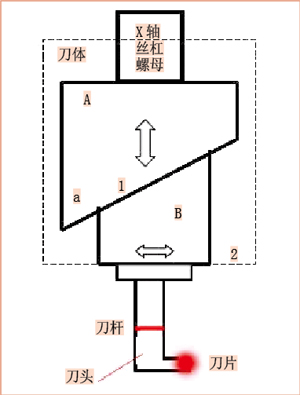
图10 MA和BE差速器壳体实现共刀体生产
(4)自动化设计
① FANUC系统:FANUC0i系统采用直接选择加工程序的方式实现不同品种零件控制程序的选择,FANUC18i系统采用旋钮开关选择加工程序的方式实现不同品种零件控制程序的选择。
② Siemens840D系统:Siemens840D系统分别采用直接选择加工程序的方式和用旋钮开关实现不同品种零件控制程序的选择。
③ NUM1060系统:OP40/70采用的是通过MA或BE按钮通知PLC所选择的品种。OP80采用由交换区的E参数通知NC在执行程序时进行相应的跳转。
技术创新
在工艺方面,我们首先制定了两个系列产品在同一生产线上通过的工艺合并原则,做到加工工艺方法尽可能一致,提出并实现了镗孔代替珩磨、精车代替磨削,合理调整了加工工艺顺序。
在夹具方面,我们对原有十多套夹具进行了重新设计和改造,满足了不同产品零件定位和夹紧功能的需要。
在刀具方面,我们重新设计和改造了球面镗刀平衡体的楔形机构、刀体和刀头。通过试验优化,选择了以镗代珩磨、以车代磨的高效高精度刀具。
在电气控制系统方面,对NUM1060数控的刀具管理程序进行了二次开发,扩展了刀组和自动对刀与自动补偿功能。
与此同时,我们还取消了差壳和齿圈的配车,并对MECALIX测量系统进行了改造。
在整个改造过程中,我们进行的主要技术创新如下:
1. 自主设计了BE差速器壳体和BE齿圈两种零件的工艺方案,没有采用国外成熟的工艺。利用工艺合并的原则,利用现有MA的设备,通过对夹具、刀具和控制系统进行的一系列设计改造,合理地安排工艺,满足了BE产品要求,实现了由原来只能生产一个系列产品改造成可以通过两个系列、五个品种的柔性生产线。
2. 在工艺方面,改变了法国成熟的珩磨半轴孔、精磨轴承外径的工艺方案,通过合理分配加余量,选择合适的高效刀具和匹配的加工参数,实现了镗孔代替珩磨、以精车代替磨削的工艺。
3. 对NUM1060数控系统进行二次开发,扩展了刀组、自动对刀与自动补偿功能。刀组数由4个扩充到了5个,使机床实现5个刀组的刀具寿命管理、自动对刀和自动补偿。
4. 通过三维模拟重新设计OP70的夹具,在德国ROHM夹具的基础上进行改造,克服了由于国内坐标磨床无法加工长200mm和直径大于φ50的孔的难题,实现了利用一套夹具加工内球面直径相差7mm且形状差异很大的两个系列的差速器壳体。
结语
该项目总体技术改造方案设计合理、功能完善,项目实施后运行可靠,实现了柔性化生产,取得了显著的经济效益和社会效益,其技术处于国内同行业领先水平。不仅如此,此次90%的夹具设计、所有设备的自动化改造、加工程序编制、主动测量的改造以及设备的调试都是我们自主独立完成的。这种依靠自己力量改造国外设备的范例值得推广。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖