超小孔径及槽的加工
位于德国Gomaringen小镇的HORN公司成立于1969年,主要从事超微粒硬质合金小径/超小径镗刀、端面切槽刀、内外径精密切槽刀、铣槽刀及特殊硬质合金切槽铣槽刀杆及刀把的专业生产。

超小径镗孔与切槽刀具
HORN公司的超小径加工刀具系统的特色是:
□ 一支刀把就可安装使用超过420种的超小径可弃换整体刀头;
□ 相同的刀把可同时使用左手和右手刀头;
□ 刀把切削部位具有标准内冷设计,冷却液可直接通过内孔供应到切削刃。
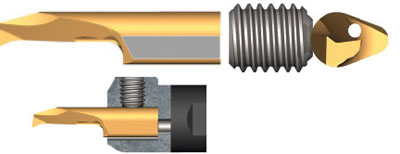
HORN公司超小孔径带有可弃换的整体刀头与刀把的连结采用了特殊结构设计,具有如下特点:
□ 整体刀头材料采用超微粒硬质合金,穿过刀头的冷却液在将铁屑冲出的同时,也让切削刃得到了充分的冷却,延长了刀具的使用寿命;
□ 刀头安装时,旋转螺丝将刀头推入楔形槽,依靠两个斜支撑面接触形成三个点与面的接触,能够准确地对正中心,实现稳固的夹持;
□ 与圆形相比,刀头的斜面支撑设计能够更好地防止扭曲,提高切削性能和刀头寿命;
□ 与圆形夹持系统比较,楔形夹持系统能够实现更稳固的精确夹持,确保每一次更换刀头时的中心高度及长度。
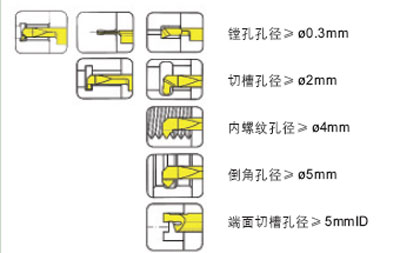
各类槽形与最小可加工孔径
HORN公司以其卓越的技术,为镗削超小孔径及孔内切槽加工提供了最佳的解决方案,实现了对超小孔径的加工。来自HORN公司专业的特殊设计,有效地提升了小孔径精密零件的加工技术。例如:镗孔最小孔径0.3mm时的加工深度为1mm,镗孔最小孔径1.0mm时的加工深度为8mm,内径切槽最小孔径2mm时的深度为0.4mm。
刀片与刀把的结合与安装
作为切槽与铣槽专家, HORN公司所有的切槽刀片设计都满足DIN规范的要求。如:C形环槽对应DIN 471/472规范,退刀槽依照DIN76标准形、DIN509E/F形规范,O型槽依据DIN3770规范,V形皮带槽等亦按DIN的相关标准制造。

HORN的几种特殊切槽、铣槽刀具
不论是NC数控车床还是复合加工中心,不管是标准品还是非标特殊角度的槽加工,HORN公司皆可为用户提供有关超小孔径及槽加工的技术咨询,为用户量身打造最佳的生产解决方案。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖