发动机曲轴轴颈的高效粗加工
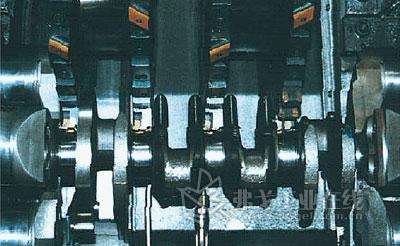
图1 多刀盘车-车拉
目前,曲轴加工技术已向高速、高效、复合化方向发展,而应用较为广泛的加工工艺是内铣、车-车拉及高速外铣三种。由于各种工艺都有其优缺点和适用领域,因此,应根据产品的结构选用或组合选用不同的工艺方法,从而保证产品高质、高效生产。
曲轴是发动机中最重要的零件之一,也是发动机中承受负荷最大的零件。发动机工作时,通过曲轴把活塞和连杆的直线往复运动转变为旋转运动并输出功率。曲轴工作时要承受巨大的热冲击荷载和多种力的综合作用,因此曲轴需要具有较高的强度。由于曲轴是在高转速、高交变载荷下工作,因此有较严格的技术条件、形位公差以及尺寸精度,如对材料、轴颈表面硬度、动平衡及抗弯曲能力等方面都有较高要求。然而,曲轴的结构复杂、刚性差,尤其是主轴颈与连杆轴颈重叠系统小的曲轴,给加工带来难度。
曲轴的形位公差、尺寸精度以及技术要求,主要集中在曲轴的主轴颈和连杆轴颈上,因此,这两种轴颈的加工工艺构成了曲轴加工技术的主要内容。下面我们着重讨论曲轴轴颈的粗加工工艺方法。
曲轴轴颈粗加工技术
曲轴轴颈粗加工技术在20世纪70年代之前主要为多刀车削,包括:用于主轴颈车削的中间传动全轴颈多刀车削,可以同时对各主轴颈进行多刀加工;用于连杆轴颈车削的双头传动仿形多刀车削,可以对各相位连杆轴颈进行车削或通过偏心装夹对相同相位连杆轴颈进行多刀车削等。这种切削方法因加工精度低、切削力大,容易造成工件变形,应力增加,以及柔性差等,目前已经基本不被采用。
随着数控车床的出现,可以采用数控车床对轴颈进行粗加工。这种工艺消除了多刀车削的缺点,但在加工曲柄侧面时为断续切削,对刀具的寿命不利,因而也限制了切削用量的提高。由于这种工艺是单刀切削,生产效率较低,目前在连杆轴颈及主轴颈的粗加工中也已经很少被使用,但在曲轴大、小头其他轴颈的粗加工中仍被采用。
20世纪六、七十年代,德国的Heller、日本小松等公司开发出轴颈外铣工艺。当时,外铣刀具与工件的转速都较高,工件旋转实现圆周进给而刀具旋转并缓慢径向进给,对轴颈进行圆周铣削。之后,德国伯林格等公司又推出了内铣工艺,内铣有工件回转及工件不动两种工艺方法。内铣在刀盘夹持力、切削平稳性方面都优于当时的外铣,因而外铣工艺逐渐被内铣所取代。由于内铣的独特优点,尤其是在加工过程中工件可以保持不动,通过采用高刚性的支撑,使工件在加工过程中刚性增强,并可采用CNC控制,所以目前大排量汽车发动机曲轴轴颈的粗加工仍将内铣工艺作为首选,尤其对锻钢曲轴,内铣更有利于断屑。
20世纪80年代,随着CNC技术的发展与普及,CNC车拉及车-车拉工艺得到快速推广。这两种工艺加工精度和生产效率较高,可以实现沉割槽的加工,目前广泛用于中小排量发动机曲轴的轴颈粗加工,并可省去粗磨工序,轴颈直接进入精磨。但连杆颈和主轴颈不能在同一工序实现加工,要分别在两台机床上完成,且连杆颈加工由于相位角不同,要经过多次装卡才能实现不同相位角的轴颈加工。图1所示为多刀盘车-车拉加工。
20世纪90年代,CNC高速外铣被开发出来。这种工艺是装有多个刀齿的圆盘铣刀高速旋转,并沿径向进给到加工尺寸,工件慢速旋转一周作圆周进给,即可完成一个轴颈的加工。这种工艺可以用两个刀盘分别对连杆轴颈和主轴颈进行加工,刀具切削速度快,不同相位角的连杆颈一次安装就可完成加工,节省了工件装卡和上下料时间,具有很高的生产效率和柔性,因此目前已愈来愈多地用于曲轴轴颈的粗加工中。图2所示为双刀盘高速外铣加工。

图2 双刀盘高速外铣
几种加工方法特点分析
曲轴加工技术已向高速、高效、复合化方向发展,目前应用比较广泛的是内铣、车-车拉及高速外铣三种工艺。其不同特点和优势主要表现在:
1. 车-车拉
车-车拉采用圆盘形车-车拉刀具对轴颈及止推面进行加工,其特点包括:
(1)每一瞬间只有一把刀具与工件接触,每个刀片在工件高速旋转下切削的金属很薄,约0.4~0.6mm,因而切削力小,工件弯曲变形也小,且切削平稳、加工精度高、表面精度好。
(2)在加工一个工件的循环中,每把刀只与工件接触一次,因此刀具寿命长,每个刀片可加工4 000~5 000个工件。
(3)整个加工采用多刀片完成,可以根据不同工件、材料及用途对刀片布置进行优化,选择最适宜的刀具材料。
(4)车-车拉设备的数控系统除控制回转和径向坐标外,还可控制轴向坐标,可以加工带轴向沉割槽的工件。
车-车拉机床生产效率高、加工精度好、柔性强、自动化程度高且换刀时间短,加工后曲轴可直接进行精磨,省去了粗磨工序。但是,如果加工平衡块的侧面,当车拉刀快速前进靠近曲轴时,首先加工曲轴的平衡块侧面。由于平衡块侧面是断续表面,所以加工是断续切削,当加工到曲轴的凸肩到轴颈外圆时才是连续表面,而曲轴的转速较高,刀具受到较大的冲击力,会很快就被打坏,这就是平衡块侧面需要加工的曲轴采用车-车拉加工时存在的问题。
目前,用车-车拉加工曲轴平衡块侧面及轴颈时,国外都采用增加刀片数量的方法来解决问题,这会导致刀具不正常的消耗和刀具费用的增加。尤其是在毛坯质量不好、加工余量很大的情况下,不应采用车-车拉工艺加工曲轴的平衡块侧面。
2. 高速外铣
数控高速曲轴外铣工艺的优点是:切削速度高(可以达到350m/min)、切削时间短、工序循环时间短、切削力较小、工件温升较低、刀具寿命高、换刀次数少以及加工精度高,且柔性更好。
采用高速外铣加工时,工件作圆周进给慢速旋转,而圆盘外铣刀作高速切削并径向进给。工件的慢速运动减少了工件不平衡质量的动态干扰影响。而圆盘刀具进行高速切削,每个刀片切削力小,可以获得较好的精度。刀盘作径向进给到预定深度,工件慢速回转一圈即完成一个轴颈的加工。机床采用CNC控制,通过一个快速独立的刀具控制和相应的程序调整,可以在一台机床上加工不同缸数曲轴的不同相位角的连杆轴颈。采用双刀盘高速外铣机床,可以同时用一个刀盘铣主轴颈,而另一个刀盘铣连杆轴颈,是一种高效、高柔性的工艺方法。
3.内铣
内铣加工的切削过程设置在环状刀盘的里面,通过加工刀具绕固定工件旋转达到去除材料的目的。在整个加工过程中工件的位置是固定的,支撑条件良好。这种刚度条件使工件能够吸收大的切削力和承受高的材料去除率,因此,内铣更适合需要大量去除材料工件的粗加工,在商用车或大型发动机的曲轴、曲轴加工面较大的情况下使用得较为普遍。
内铣加工的生产效率比较高,采用多刀铣削,可以在一次装夹中完成所有主轴颈的加工。在连杆轴颈的加工过程中,材料的去除比较少,往往用高速外铣代替内铣。
不同加工工艺的加工精度对比见表。

曲轴粗加工工艺方法的选用
通过分析目前广泛采用的三种工艺方法的特点可以看出,每种工艺都有其优缺点和适用领域,应该根据产品的结构选用或组合选用不同的工艺方法。
1. 当曲轴平衡块侧面需要加工时,主轴颈加工应优先选用CNC内铣或CNC高速外铣,连杆颈的加工采用CNC高速外铣。如果毛坯是锻钢毛坯,CNC内铣更有利于断屑。CNC车-车拉工艺不宜采用,因为平衡块侧面是断续车削,曲轴转速又很高(约1 000r/min),崩刀现象比较严重。
2. 如果曲轴平衡块侧面不需要加工,主轴颈加工选用CNC车-车拉,加工精度高。由于连杆颈轴线不在一条中心线上,用车-车拉加工会导致机床数量增加,可以采用CNC高速外铣或内铣。
3. 对于轴颈有沉割槽的曲轴,CNC车-车拉可体现出优越性,如果曲轴有轴向沉割槽,CNC高速外铣和CNC内铣不能加工,应该采用车-车拉进行加工。
以上设备应采用独立双刀盘、模块化刀具系统,在提高生产效率的同时实现柔性化加工。
国产曲轴轴颈粗加工设备的现状
近年来,我国装备制造厂的技术水平有了很大的发展和进步,开发了一些发动机曲轴粗加工所需要的设备,如数控曲轴内铣机床、数控曲轴油孔钻机床等。但是从发动机制造厂的角度来看,目前国内设备还难以满足现代制造业在精度、效率及可靠性等方面的要求。因此,目前在大规模的发动机生产厂中,进口设备所占比例较高。国产设备的差距主要表现在:同样类型的机床,性能方面存在差距; 有些先进制造工艺所需要的装备国产设备尚不成熟,如用于曲轴轴颈加工的车-车拉机床等;国内设备在生产效率与可靠性方面不如国外设备,在精度方面不能满足产品的要求,通过Cmk值验收困难;国产设备故障率高,MTBF(机床能力指数)为500h左右,而国外设备均在1 000h以上。
鉴于发动机在整车中的重要性,且发动机主要零件结构复杂、精度高,国产设备在以上几方面的差距表现得较为突出。因此,通过提高发动机制造关键技术与装备来提升我国汽车制造技术水平和国内自主制造设备的能力,彻底改变在发动机主要零件生产线以引进设备为主的现状仍然是十分必要的。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论