切削液对缸盖加工的影响

缸盖是发动机零件中结构较为复杂的箱体零件,也是关键部件。其精度要求高,加工工艺复杂,且加工质量直接影响着发动机的整体性能。
发动机缸盖的制造工艺十分复杂,加工精度要求高,其中有许多关键工序加工精度要求更为严格,如进、排气门座圈锥面与导管孔的加工,挺柱HVA孔加工,凸轮轴孔加工等。影响发动机缸盖加工精度的因素很多,如机床自身精度、刀具选用和调整、毛坯的质量、环境温度以及切削液的影响等。在此,本文将就切削液对加工质量的影响进行重点分析。
切削液的功能
1. 润滑功能
金属表面在机械加工的过程中受到较大的切削力,并且有相对运动,从而在刀具与工件表面、刀具与切屑之间会产生较大的摩擦。这种摩擦现象的存在会产生较大的热量并且加剧刀具的磨损和工件表面精度的恶化,并且会降低加工效率。选择一种适宜的切削液可以大大降低这种摩擦,延长刀具寿命并提高加工件表面质量。

图1 第一种切削液更换前,工件挺柱孔的三维坐标检测结果
2. 冷却功能
切削液俗称“冷却液”,这是由于机械加工过程中存在剪切和摩擦的双重作用,从而不可避免地会产生较大的热量,这种热量如不能被及时带走,就会造成刀具和工件之间的高温,从而会软化刀具甚至降低工件表面的硬度,加剧刀具磨损,影响工件的表面精度。不仅如此,高温还会产生积屑瘤,造成工件加工精度出现偏差。
大流量的金属切削液可以带走机械加工过程中产生的热量,降低刀具和工件的温度,延长刀具的寿命,提高加工件的表面精度,提高机械加工的效率。
3. 冲洗排屑功能
金属机械加工过程中产生的加工屑如不能及时从加工区域移走,可能会产生积屑瘤并造成已加工面的磨损。加工中,切削液在一定压力和流量下可将加工屑及时地带回过滤系统。

图2 使用第二种切削液后,工件挺柱孔的三维坐标检测结果
4. 防锈功能
大多数的金属材料在与潮湿的空气、水接触后会很快产生锈蚀。在金属机械加工过程中,如果在两道不同工序之间,切削液不能提供良好的防锈功能,就可能会导致半成品产生锈蚀,从而使产品报废,对机床导轨夹具体也会产生锈蚀。
此外,在环保化议题日益严峻的今天,除以上功能外,切削液还要具有环保性好、对环境无污染、对人身无害和抗菌性好等特点,从而可以长时间循环使用。
切削液的选用
选择切削液时,首先应考虑该切削液必须能够满足其中最难的加工方式对切削液性能的要求;其次,考虑兼顾其他加工方式对切削液的要求,以及机械加工类型、加工件的金属材料、刀具材料和类型、设备制造商的推荐、综合成本考虑(包括初始费用和维护)以及环境因素(包括安全因素、人员健康因素等)。
1. 切削液的选择对铝合金缸盖加工的影响
近几年,随着国外先进设备的引进,生产效率和加工精度得到大大提高的同时,人们对切削液的选择也提出了更高的要求。
在加工某一形状公差为10mm的缸盖挺柱孔时,由于第一种切削液的润滑性能不能完全满足高速切削铰刀高精度的切削要求,导致刀具与工件加工表面直接接触,没有形成刀具保护膜,磨擦增大,挺柱孔加工后形状尺寸不稳定、出现不规律刀痕现象,部分形状尺寸超差,而且刀具磨损异常。图1中涂成桔色的数据均为形状尺寸超差项。

图3 5气门缸盖凸轮轴孔加工受切削液温度影响尺寸波动情况
考虑到切削液润滑性对工件加工产生的影响,在采用第二种切削液时着重改善其润滑性能,使用油脂合成的乳化液,增加润滑性能。在高速切削时,刀刃口和工件表面之间能够形成保护膜,加工后挺柱孔刀痕消失,形状尺寸稳定在合格范围内,而且刀具磨损正常。使用第二种切削液后,工件挺柱孔的三维坐标检测结果如图2所示。
2. 切削液的维护对铝缸盖加工的影响
(1)切削液温度对加工的影响。切削液温度通常要求在20~25℃之间。由于加工过程不可避免的机械摩擦,机床的电机、液压元件和刀具切削工件等会产生和积累大量的热量,导致环境温度的升高。温度的变化会直接导致机床位置精度、电器定位元件零点漂移和被加工工件形状的变化,从而对工件尺寸产生间接影响。切削液具有冷却功能,能及时带走不必要的热量,因此,切削液温度过高或过低对铝缸盖加工影响都非常大。在此,采用一个生产实例来加以说明,5气门缸盖凸轮轴孔加工受切削液温度影响的尺寸波动情况如图3所示。
(2)切削液变质后对加工的影响。切削液变质的主要原因是因为切削液中含有大量细菌。切削液中的细菌主要有耗氧菌和厌氧菌。耗氧菌生活在有矿物质的环境中,如水、切削液的浓缩液和机床漏出的油中,在有氧条件下,每20~30min分裂为二。而厌氧菌生存在没有氧气的环境中,每小时分裂为二,代谢释放出SO2,有臭鸡蛋味,切削液变黑。当切削液中的细菌大于106时,切削液就会变臭。
细菌主要通过以下渠道进入到切削液中:配制过程中有细菌侵入,如配制切削液的水中有细菌;空气中的细菌进入切削液;工件工序间的转运造成切削液的感染;操作者的不良习惯,如乱丢脏东西;机床及车间的清洁度差。
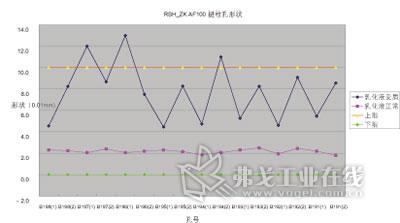
图4 RSH缸盖线AF100序加工液压挺孔受切削液变质影响的形状变化趋势
控制细菌生长可以采取以下方法:
①使用高质量、稳定性好的切削液。
②用纯水配制浓缩液,不但配制容易,而且可改善切削液的润滑性,且减少被切屑带走的量,并能防止细菌侵蚀。
③使用时,要控制切削液中浓缩液的比率不能过低,否则易使细菌生长。
④由于机床所用油中含有细菌,所以要尽可能减少机床漏出的油混入切削液。
⑤切削液的pH值在8.3~9.2时,细菌难以生存,所以应及时加入新的切削液,提高pH值。
⑥保持切削液的清洁,不要使切削液与污油、食物和烟草等污物接触。
⑦经常使用杀菌剂。
⑧保持车间和机床的清洁。
⑨设备如果没有过滤装置,应定期撇除浮油,清除污物。
切削液变质后带来的影响主要体现在刀具急剧磨损、过滤系统堵塞以及加工件表面粗糙度和形状超差等几方面。图4所示为RSH缸盖线AF100序加工液压挺孔受切削液变质影响的形状变化趋势。其中,蓝色曲线表示切削液变质后挺柱孔的形状尺寸波动非常大且难以控制在公差范围内,粉色曲线表示切削液正常情况下挺柱孔的形状尺寸稳定在公差范围内。
结语
边界润滑性能是改善刀具磨损和控制表面质量的重要指标。具有优异的边界润滑性的切削液,其强效的化学附着力可在工件和刀具间产生承压油膜,减少磨料磨损,吸收切削热,并将切屑及时带走,避免切削刃产生积屑瘤和粘结磨损。
切削液对缸盖加工影响不容忽视,只有全面掌握了切削液的特性,才能维护好切削液保证其成分稳定,也才能保证缸盖加工精度和生产顺利进行。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖