零件断裂问题的失效分析

图1 失效产品
本文主要介绍了汽车零部件发生断裂的分析方法,从原材料、热处理、尺寸配合、断口的宏观与微观分析等多方面对失效进行分析,有效解决了断裂失效的质量问题。
汽车零件的断裂失效问题一直是困扰广大质量工作者的难题,断裂问题危害大,经济损失严重。所以掌握必要的分析方法,找到失效的真正原因尤其重要。本文的研究对象是为国内某汽车厂生产某零件,该零件在装车过程中出现断裂质量问题。
产品失效
此零件的材料为55#钢,关键生产加工流程为:原材料→下料→锻造→正火→车加工→铣球道→轧花键→感应热处理→磨加工→装配。在装车过程中使用气动扭矩扳手拧紧螺母,所用力矩为220±10Nm,之后几分钟内发生断裂,如图1所示。
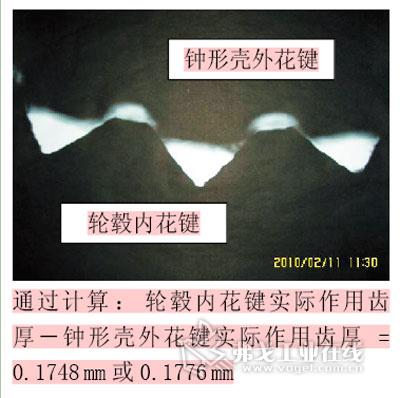
图2 轮毂内花键与钟形壳外花键的实际配合间隙
问题分析
1.装配方式的影响
(1)汽车厂装配流程为:手工拧上螺母→气动力矩扳手拧紧→手动力矩扳手加大预紧力→锁紧螺母。
(2)装配力矩的影响:①通过研究,在螺母的拧紧过程中,我们在施加已知拧矩时想要得到的是夹紧力。在拧紧过程中,会产生三个力,第一是夹紧力,第二是螺母的摩擦力,第三为螺纹副的摩擦力,分布比例分别为10%、50%和40%。扭矩过大会导致零件损伤。不正确的拧紧方式均可能导致被拧件受到意外的弯曲应力。因此在拧紧过程中,必须采用正确的方式。经现场查看,除个别断裂件属于不正确拧紧方式导致的以外,其余产品的拧紧方式基本正确;②力矩规定值为270±20Nm,现场实际使用为220Nm。在之后的复紧工序采用270Nm。在分析过程中,我们本来认为此产品使用的M20螺母,没有必要使用如此大的扭矩,为此我们参阅了国内其他主机厂的数据后发现,该主机厂的扭矩值虽然比其他主机厂的要大一些,但应该还算合理。
2.制造质量的分析
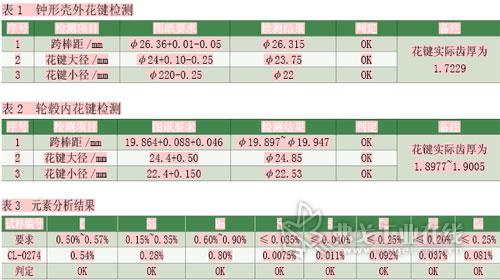
(1)通过对配合的花键尺寸检查(见表1、表2和图2),均能满足产品的要求。
(2)材质检查:将断口通过QSN750火花直读光谱仪进行元素分析,结果如表3所示,化学元素成份完全符合Q/ZWJ163-2007企业标准要求。
(3)断口宏观分析:钟形壳断裂部位在花键感应淬火区域接近收尾处,距螺纹杆部约13mm左右(螺纹处不进行感应淬火处理),断口宏观形貌如图3所示,断面位于花键部位,断口为横向断裂,平坦没有变形,属于脆性断裂。断口经过清理之后分析,断口外圈有一层精细的平坦断口,与表面淬火层厚度相对应,心部断口粗糙,有金属光泽,呈发散状。断裂起始于一齿顶部位,并向两侧扩展,最后在与起始侧相对的另一侧汇合,如图3中箭头所示。初始裂纹产生于齿尖,其断裂的主应力为轴向弯曲应力。断裂起始齿与最后断裂齿不在正对直线上,说明裂纹起裂后向两侧扩展的速度不对称。
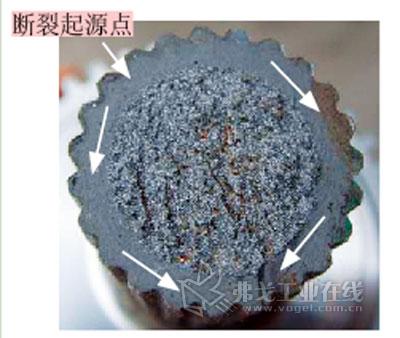
图3 断口宏观形貌
(4)断口的微观分析:在SEM中观察断口的形态,开裂起始于齿顶表面,如图4a所示;起裂区没有观察到异常夹杂物或损伤类缺陷,起裂区微观形貌为严重的沿晶断口,如图4b所示;其余齿上均没有发现沿晶形貌,主要为穿晶韧窝形貌,如图4c所示;其中相邻齿微观形貌是韧窝和少量沿晶形貌,如图4d所示;终断区微观形貌是穿晶韧窝,如图4e所示;心部区域断口全部为解理断口,如图4f所示。
从微观断口分析看出,试件断口在齿顶起裂,一次性快速断裂形成的,心部是解理断裂。
(5)热处理质量分析:断裂发生在感应淬火的收尾区域,沿着断裂起源齿垂直切割样品,进行金相分析,断口起源部位没有发现异常的金属夹杂物等缺陷。按照JB/T9204-2008标准评定,表面马氏体组织5级,心部组织为珠光体加铁素体。
另外在距离断口10mm处切割试样,进行表面硬度和淬硬层深度测试。表面硬度为60.3HRC,淬硬层深度为3.15mm。图纸要求表面组织3~6级,表面硬度58~62HRC,淬硬层深度DS/HV550=3.0~5.5 mm。
(6)回火稳定性测试:对样品按照原来的热处理回火工艺重新进行了再次回火,硬度下降了0.59HRC,说明回火还是充分的。
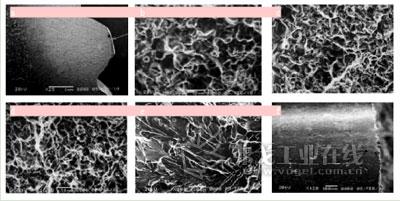
图4 开裂的微观断口分析
断裂失效的原因
1.失效件的材料和热处理质量均符合工艺要求,汽车厂安装的力矩和方式也基本符合要求。
2.失效件断口部位淬硬层深度偏深和硬度偏高,导致脆性大大增加,塑性严重不足,这是导致产品快速断裂的内因。
3.汽车厂安装螺母过程中所使用的力矩扳手的冲击力是导致快速断裂的外因。
4.在内外因结合时,导致了产品的快速断裂。
措施与改进
针对上述分析,我工厂对该零件的热处理工艺和要求进行了改进。
1.对花键淬火收尾位置进行了重新设计,如图5所示。
2.将花键部位的淬硬层深度从3.0~5.5mm调整为2.5~4.5mm。
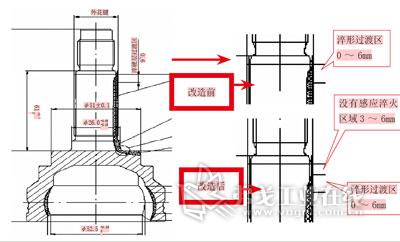
图5 重新设计花键淬火收尾位置
结语
调整了断裂部位的淬硬层深度和淬火形状,有效地降低了该部位的淬火应力,减少了脆性,增强了零件的塑性和韧性。我工厂采用更改后工艺加工的产品没有再出现断裂的质量问题。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论